
Automotive plastic injection molding produces some of the most demanding parts in the industry: large structural components, cosmetic exterior trim, interior panels, and under-hood components that must meet tight tolerances, cosmetic standards, and high-volume production schedules simultaneously. Getting a bumper fascia or instrument panel substrate out of the mold without damage, at the required cycle rate, across multiple shifts, is an automation problem as much as a molding problem. Yushin America has supported automotive plastic molders with large take-out robots, EOAT, and downstream automation for over 35 years.
What Makes Automotive Injection Molding Different?
Automotive plastic injection molding shares the same fundamental process as other injection molding applications—inject, cool, eject—but the requirements around that process are more demanding:
- Large part sizes: Bumper fascias, instrument panel substrates, interior trim panels, and structural components are significantly larger than typical consumer or electronics parts.
- High tonnage machines: Automotive parts commonly require IMMs in the 500–3,000+ tf range to generate sufficient clamping force for large mold cavities.
- Cosmetic quality requirements: Exterior and visible interior parts cannot tolerate handling marks, scuffs, or contact damage—automotive OEMs enforce strict cosmetic acceptance criteria.
- High-volume repeatability: Automotive production programs run for years at consistent volumes, requiring automation systems built for sustained, high-cycle-count operation.
- Quality system requirements: Automotive suppliers typically operate under IATF 16949 quality management requirements, which extend to process consistency and traceability—including how parts are extracted and handled.
Equipment longevity is also a factor in automotive production. Automation equipment in this environment is expected to deliver repeatable performance over an extended service life, since automotive programs often run for multiple years without significant changes to the qualified production process.
Where Automation Fits in Automotive Molding Cells
The standard automotive molding cell sequence follows the same extraction logic as other injection molding applications, scaled to larger parts and higher payloads:
- Mold opens on the large-format IMM
- Large traverse robot positions over the mold
- Vertical/kick axes descend into the mold space
- EOAT engages the part—often across multiple contact points for large, flexible parts
- Robot retracts; part exits mold space
- Robot traverses to downstream placement—trim station, cosmetic inspection, or packaging fixture
- EOAT releases part without cosmetic contact damage
- Robot returns to home; mold closes; next cycle begins
At automotive part sizes, each of these steps requires more engineering than a standard small-part take-out cycle. Traverse beams must span larger platens. EOAT must distribute grip force across large, sometimes flexible panels without deforming them. Placement must protect cosmetic surfaces through every handoff.
Large-Part Take-Out: Payload, Stroke, and EOAT Requirements
Automotive parts commonly require 10–50 kg payload capacity including EOAT, extended traverse beams, and multi-point EOAT designs that distribute grip force across large surface areas.
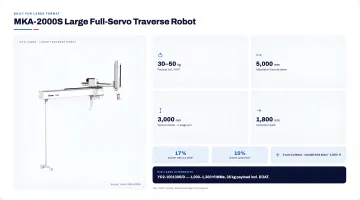
Yushin's MKA-2000S large full-servo traverse robot is designed for this segment:
- For molding machines of 1,500 tons or larger
- Handles 30–50 kg including EOAT
- 3-axis Cartesian traverse robot with movable kick beam
- Two-stage telescopic vertical arm
- Traverse beam adjustable up to 5,000 mm; horizontal reach of 1,800 mm; vertical strokes up to 3,000 mm
- 17% shorter take-out times and 10% shorter cycle times versus prior larger counterparts, per Yushin testing
See the MKA-2000S large robot introduction for details.
For mid-range automotive applications, the YD2-100130S/D large take-out robot covers 1,000–1,300 tf IMMs with 35 kg payload including EOAT.
EOAT for Cosmetic and Structural Automotive Parts
EOAT design is critical for automotive parts because both cosmetic damage and structural distortion are unacceptable outcomes:
- Multi-point vacuum or mechanical grip: Large panels require multiple contact points to distribute grip force and prevent flexing or sagging during extraction.
- Non-marking contact surfaces: Cosmetic exterior and visible interior parts require EOAT contact points designed to avoid surface marking.
- Weight-to-stiffness balance: EOAT for large parts must be rigid enough to control the part during motion without adding excessive weight that reduces effective payload capacity.
Yushin America designs EOAT as part of complete automation system integration for automotive-scale parts, working through grip point layout, contact surface selection, and placement sequencing specific to each part program.
Insert Loading and Overmolding in Automotive Applications
Many automotive plastic components involve insert molding or overmolding: metal inserts for structural reinforcement, soft-touch overmolded surfaces on interior trim, or multi-material assemblies combining rigid and flexible plastics.
These applications require:
- Engineered EOAT for both the insert and the finished part
- A/C, B/C, or A/B/C NC servo wrist units for controlled insert orientation before mold placement
- Coordinated programming between linear extraction axes and wrist orientation axes
Insert loading and overmolding are important Yushin America application capabilities in automotive molding programs. They require deeper engineering review—EOAT design, servo wrist configuration, and insert-handling tooling—but Yushin's engineering team works with automotive molders to solve these requirements while protecting cycle-time targets and cosmetic quality requirements.
Yushin Automotive Molding Product Fit

| Application | Yushin solution |
|---|---|
| Large parts, 1,500+ tf | MKA-2000S large full-servo traverse robot |
| Mid-large parts, 1,000–1,300 tf | YD2-100130S/D large take-out robot |
| High-speed automotive molding | RC-SE high-end high-speed take-out robot |
| Safety-certified, complex programs | FRA Series high-end take-out robots |
| Insert loading, overmolding | NC servo wrist units |
| End-of-line packaging/palletizing | PA Series compact palletizing robot |
Confirm IMM tonnage, part weight, EOAT design, and cycle time requirements with Yushin America for automotive program-specific sizing.
Selection Criteria for Automotive Molding Automation
- IMM clamp force: 500–3,000+ tf depending on part size; drives robot traverse beam and stroke requirements
- Part weight and EOAT weight: Combined payload for large automotive parts commonly reaches 30–50 kg
- Cosmetic sensitivity: Determines EOAT contact design and placement handling requirements
- Program volume and duration: Automotive programs run for years at consistent volumes—automation should be sized for sustained operation, not peak demand alone
- Insert/overmolding requirements: Determines whether servo wrist configuration is needed
- Quality system integration: IATF 16949 environments may require documented process consistency that automated extraction supports through repeatable cycle data
- Service and parts support: Automotive production schedules have limited tolerance for extended downtime; confirm local service coverage and spare parts availability
- Equipment longevity and long-term support: Automotive programs often run for years without significant changes to the qualified production process, so automation equipment should be selected with long-term reliability and sustained manufacturer support in mind
Process Validation and Equipment Changes
Automotive manufacturing relies on a formal process validation framework, commonly organized around Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ). IQ confirms that equipment is installed correctly according to specification. OQ confirms that the equipment operates correctly across its intended operating range. PQ confirms that the process consistently produces parts that meet quality requirements under normal production conditions.
Once a molding cell, including its automation equipment, has passed through this validation process, it becomes part of the qualified production process for that part or program. Changing a validated piece of automation equipment, such as a take-out robot or end-of-arm tooling, can require re-validation of some or all of these qualification steps, depending on the nature of the change and the automotive customer's quality requirements.
Because of this, automotive manufacturers and their suppliers generally aim to select automation equipment carefully at the outset of a program, with an understanding that equipment changes later in the program can introduce validation risk, added cost, and potential production disruption.
When Automation May Require Additional Engineering Review
- Highly flexible or thin-wall large parts: May require specialized EOAT with additional support points to prevent deformation during extraction.
- Very high mix, low volume automotive programs: Frequent mold and EOAT changeovers may require modular tooling investment to maintain automation efficiency.
- New program launches with unstable tooling: Mold and process qualification should be stabilized before finalizing automation and EOAT design—automating an unstable process surfaces the instability rather than solving it.
Implementation and Support
Yushin America provides installation, EOAT engineering, operator training, field service, and parts support for automotive-scale automation systems across North America.
- 24/7 phone support: 888-707-6268
- Over $1.3M in spare parts inventory; over $2M in pre-assembled robot module inventory
- Yushin University: Yushin robot training and programming
- Yushin America field service and support
Frequently Asked Questions
What IMM tonnage is used for automotive injection molding? Automotive plastic parts commonly require IMMs from 500 to 3,000+ tf, depending on part size and mold cavity area. Large parts like bumper fascias and instrument panel substrates typically require 1,000+ tf machines. Confirm tonnage and robot sizing with Yushin America for your specific part program.
What payload capacity is needed for automotive take-out robots? Automotive parts commonly require 10–50 kg payload including EOAT. Yushin's MKA-2000S handles 30–50 kg for 1,500+ tf applications, and the YD2-100130 handles up to 35 kg for 1,000–1,300 tf machines. EOAT weight for large multi-point grip systems can be a significant portion of total payload.
How does automation protect cosmetic quality in automotive parts? Consistent EOAT design and placement handling prevent the contact marks, scuffs, and drag damage that occur with manual handling of large panels. Multi-point grip distribution avoids flexing or sagging during extraction. Confirm cosmetic acceptance requirements with your automotive OEM customer before finalizing EOAT design.
Can Yushin robots handle insert loading for automotive parts? Yes. Insert loading and overmolding are common in automotive molding—structural metal inserts, soft-touch overmolded surfaces, and multi-material assemblies. Yushin supports these applications with engineered EOAT and A/C, B/C, or A/B/C NC servo wrist units for controlled insert orientation.
How long does automotive automation take to pay back? Payback depends on program volume, labor cost per shift, scrap reduction from consistent handling, and downtime avoidance. Automotive programs typically run at consistent high volumes for multiple years, which supports faster automation payback than low-volume or short-run applications. Confirm a program-specific ROI analysis with Yushin America.
Does Yushin America manufacture automotive plastic parts? No. Yushin America is not a contract manufacturer and does not produce automotive plastic parts. Yushin designs, builds, and supports take-out robots, EOAT, and downstream automation systems that automotive plastic molders use in their own production cells.
Why is it difficult to replace automation equipment after an automotive molding cell has been validated? Once a molding cell and its automation equipment have passed through the automotive process validation framework (IQ/OQ/PQ), that equipment becomes part of the qualified production process. Replacing it can require re-validation of some or all of these qualification steps, which introduces added cost, time, and production risk, so automotive manufacturers generally prefer to select automation equipment carefully at the outset of a program.
Conclusion
Automotive plastic injection molding combines large part sizes, cosmetic quality requirements, and sustained high-volume production—all of which place specific demands on take-out robot payload, EOAT design, and cycle consistency. Yushin America's large traverse robots, engineered EOAT, and servo wrist configurations are built to meet these demands without compromising cosmetic quality or cycle time.
If your automotive molding program is facing part damage, cosmetic rejects, cycle-time pressure, or insert-loading challenges, contact Yushin America to discuss the right large take-out robot and EOAT configuration for your production requirements.


