Industries like automotive, electrical, and medical rely on thermoset injection molding because the parts it produces hold their shape, resist heat, and maintain electrical insulation under conditions that would degrade most thermoplastics.
This article covers everything you need to make informed decisions about thermoset injection molding: how the process works step by step, which materials are best suited for it, the genuine benefits and trade-offs, how it compares to thermoplastic injection molding, and where it's applied across major industries.
Key Takeaways
- Thermoset injection molding creates parts through irreversible cross-linking — cured parts cannot be remelted or reprocessed
- Barrel temperatures typically run around 93°C; mold temperatures reach 160–204°C to trigger curing
- BMC's dough-like consistency requires stuffer/ram feeding — a standard hopper won't work
- Flash is expected in conventional thermoset molding (phenolic, BMC) and requires a dedicated deflashing step
- LSR handles temperatures from -50°C to +250°C, making it a go-to choice for medical and sealing applications
- Automated take-out robots reduce cycle time variability and improve consistency during part ejection
What Is Thermoset Injection Molding?
Thermoset injection molding is a manufacturing process that uses heat and pressure to shape thermosetting polymers into complex, high-precision parts. The defining characteristic: once the material cures, the molecular change is permanent.
The Chemistry of Cross-Linking
When heat is applied, it triggers a chemical reaction between polymer chains, forming a dense three-dimensional network of permanent bonds. This cross-linked structure gives thermoset parts their hallmark properties — structural rigidity, heat resistance, and dimensional stability.
Thermoplastics work differently. Their polymer chains remain independent, which is why they soften and re-flow when reheated. That's useful for recycling, but it limits performance at elevated temperatures. Thermosets give up recyclability in exchange for structural permanence — a tradeoff that makes them the right choice for demanding thermal and mechanical environments. That permanent cure also shapes which manufacturing process makes the most sense.
How Thermoset Injection Molding Differs from Other Thermoset Processes
Three main processes shape thermoset materials:
| Process | Best For |
|---|---|
| Injection molding | High-volume, smaller precision components |
| Compression molding | Larger, simpler parts with lower tooling complexity |
| Transfer molding | Medium-to-high volume with moderate complexity |
Thermoset injection molding earns its place in high-volume production through consistent cycle-to-cycle repeatability — particularly for parts under roughly 6 lbs where dimensional precision matters.
The Thermoset Injection Molding Process Step by Step
Step 1 — Material Preparation
Thermosetting polymers arrive in granular, powder, or preform form and load into the machine's hopper. Bulk Molding Compound (BMC) is the exception — its dough-like, paste consistency means a standard screw-feed system can't handle it. BMC requires a hydraulic stuffer ram to mechanically force the material into the feed section of the injection machine.
Step 2 — Heating and Injection
Thermoset molding departs most sharply from thermoplastic processing at this stage. The material isn't melted — it's softened just enough to flow. Barrel temperatures typically hold around 93°C, keeping the material stable without triggering premature curing.
Once softened, the material injects under high pressure through a sprue and runner system into a preheated mold. Mold temperatures typically range from 160°C to 204°C — hot enough to initiate the curing reaction rapidly once the material contacts the mold surface.
Step 3 — Curing
Inside the heated mold, the cross-linking reaction begins. Polymer chains form permanent bonds, and the part solidifies into its final geometry. This is a chemical transformation, not a cooling phase. The part that exits the mold is different at the molecular level from the material that entered it.
Unlike thermoplastic molding, where you're simply waiting for a melt to cool, thermoset curing requires holding the mold temperature and dwell time carefully to ensure complete reaction throughout the part cross-section.
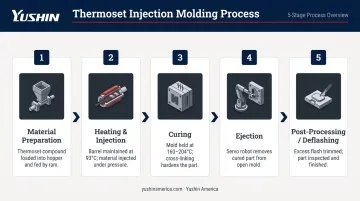
Step 4 — Ejection
Once curing is complete, the part ejects from the mold. In high-volume production, this step introduces real variability if handled manually — inconsistent timing, operator fatigue, and part handling errors accumulate across thousands of cycles.
Automated take-out robots, such as those offered by Yushin America, address this directly. By handling part removal with consistent timing and motion, they reduce cycle time variability and minimize the risk of part damage or misplacement during ejection — particularly valuable when running multi-cavity thermoset molds around the clock.
Step 5 — Post-Processing
Thermoset parts almost always require deflashing — removing the thin film of excess material that forms at parting lines. This flash is functional during molding (it allows gases to escape and ensures complete fill), but it must be removed before the part ships.
Deflashing can be done manually, through cryogenic tumbling, or through automated downstream systems. Surface treatment and coating steps may follow — paint primers for automotive housings, for example, or insulating coatings for electrical enclosures.
Common Materials Used in Thermoset Injection Molding
Bulk Molding Compound (BMC)
BMC is a glass-fiber-reinforced thermoset compound combining high rigidity, excellent electrical insulation, and strong heat resistance. Its composite structure makes it well-suited for:
- Automotive electrical connectors and components
- Electrical housings and enclosures
- Industrial covers and protective cases
BMC's dough-like consistency requires a stuffer/ram feed configuration — a detail worth confirming when specifying injection equipment for this material.
Phenolic (Bakelite)
Phenolic molding compounds — originally commercialized as Bakelite after Leo Hendrik Baekeland introduced it in 1907 — remain among the most widely used thermoset materials. Their combination of electrical insulation, heat resistance, and mechanical stability makes them a default choice for:
- Circuit breaker covers, bases, and housings
- Electrical insulators
- Appliance handles and industrial components
Sumitomo Bakelite's phenolic compounds are documented for use in automotive, electronics, and industrial markets — with properties that include strong mechanical strength and excellent electrical characteristics.
Liquid Silicone Rubber (LSR)
LSR is a two-component, platinum-cured thermoset elastomer that stays flexible after cure — unlike BMC and phenolic, which are rigid. According to Wacker's silicone rubber technical guide, LSR operates across a continuous temperature range of -50°C to +250°C, with specialty grades extending to -110°C/+300°C.
That thermal range also pairs with biocompatibility and sterilization tolerance — LSR remains stable through steam sterilization at 134°C for up to 500 cycles. Those combined properties make it the go-to material for:
- Medical device seals and syringe components
- Surgical instrument handles
- Wearable and implantable components
- Automotive spark plug boots and sealing applications
Epoxy Resin
Epoxy delivers high strength, low shrinkage, and reliable electrical insulation — properties that suit applications where dimensional precision and bond strength are non-negotiable. Common uses include:
- Electrical encapsulation and potting of circuit components
- Structural aerospace and industrial brackets
- High-voltage insulators and switchgear housings
Epoxy properties vary considerably by formulation, so final material selection should be validated against the specific application's mechanical and thermal demands.
Benefits and Limitations of Thermoset Injection Molding
Benefits
High Heat Resistance
Because cross-linking creates a permanent molecular structure, thermosets maintain their geometry at temperatures that would cause thermoplastics to warp or creep. Silicone rubber grades handle continuous operation at 250°C; glass-filled phenolic compounds show heat deflection temperatures above 280°C. Under-hood automotive parts and high-voltage electrical components depend on this stability.
Dimensional Stability and Tight Tolerances
Thermosets resist warping, deformation, and creep under sustained mechanical loads. This consistency enables tighter part tolerances than many thermoplastics — critical in precision electrical assemblies and aerospace components where even slight spec drift causes downstream failures.
Chemical and Electrical Insulation
Thermosets deliver two properties that often appear together in demanding applications:
- Chemical resistance: Resists degradation from harsh solvents, acids, and industrial fluids — essential in pump housings and chemical-processing enclosures
- Electrical insulation: Silicone rubber dielectric strength exceeds 20 kV/mm on a 1 mm sheet (per Wacker); phenolic compounds are well-documented in high-voltage insulator applications
- Moisture resistance: Cross-linked structures block moisture absorption, a key advantage in outdoor and humid-environment electronics

Limitations
That said, thermoset injection molding carries trade-offs that matter at the planning stage.
Tooling Costs and Flash
Precision thermoset molds carry significant upfront tooling investment. Flash is also inherent to the process — the low viscosity of thermoset material near hot mold walls drives it into even the smallest parting line gaps. Every production run requires a dedicated deflashing step, adding labor or automated downstream equipment to the cost model.
Non-Recyclability and Part Size Constraints
Two additional constraints are worth building into early project planning:
- Recyclability: Per a 2022 MDPI review on thermoset recycling, the cross-linked matrix cannot be re-melted. Ground-down scrap can serve as low-grade filler in new composites, but it cannot be reprocessed into new thermoset parts — a real cost and sustainability trade-off.
- Part size: Thermoset injection molding favors smaller parts. Supplier guidance typically cites the 0.1–6 lb range as the sweet spot; larger parts are generally better served by compression or transfer molding.
Thermoset vs. Thermoplastic Injection Molding: Key Differences
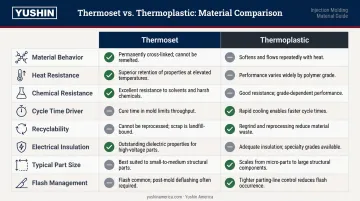
| Criteria | Thermoset | Thermoplastic |
|---|---|---|
| Material behavior | Permanent cure via cross-linking | Softens and re-flows with heat |
| Heat resistance | Maintains structure at extreme temperatures | Degrades or warps at elevated temps |
| Chemical resistance | Strong resistance to solvents and acids | Varies widely by material |
| Cycle time driver | Chemical cure in heated mold | Cooling and solidification |
| Recyclability | Cannot be remelted; filler reuse only | Can be remelted and reused |
| Electrical insulation | Excellent (especially silicone, phenolic) | Varies by material |
| Typical part size | Smaller precision parts | Wide range |
| Flash | Expected; requires deflashing | More controllable |
When to Choose Thermoset
Thermosets win when the application demands:
- Extreme heat resistance (under-hood, electrical, industrial)
- Long-term dimensional stability under load
- High dielectric strength in electrical components
- Sterilization tolerance in medical applications
Thermoplastics are the better choice when recyclability, faster cycle times, or very large part volumes are the priority.
Thermosets Aren't Always the Stronger Choice
Thermosets are not universally "stronger" than thermoplastics. Research from the Royal Society of Chemistry (2025) confirms that highly cross-linked thermoset networks can have low impact resistance and poor toughness — meaning they can be brittle. For applications involving repeated impact or mechanical shock, engineers often need to weigh a thermoset's thermal stability against its brittleness — or consider toughened formulations such as rubber-modified epoxies.
Applications of Thermoset Injection Molding Across Industries
Automotive and Electrical
Thermosets are deeply embedded in both sectors — these environments demand heat resistance, dimensional stability, and electrical insulation that thermoplastics can't reliably sustain.
Automotive examples:
- Ignition components and spark plug boots (heat and vibration resistance)
- Electrical connectors and transmission components (dimensional stability, insulation)
Electrical examples:
- Circuit breaker covers, bases, and handles molded in BMC (Bulk Molding Compound) and phenolic
- Switch housings requiring dimensional precision across high production volumes
Woodland Plastics documents multi-cavity thermoset injection molding of circuit breaker components with downstream deflashing, inspection, and post-baking — a production model that demands consistent part ejection at every cycle.
Medical and Aerospace
Medical applications center heavily on LSR:
- Syringe seals and IV components
- Ventilation mask components
- Surgical instrument handles
LSR's biocompatibility, sterilization tolerance, and flexibility across extreme temperature ranges make it the default choice for implantable and sterilizable device components. Wacker's 2024 medical guide documents mechanical property stability after 500 steam sterilization cycles at 134°C.
Aerospace applications require thermoset materials where thermal stability and electrical insulation must hold without degradation under continuous stress:
- High-temperature structural housings and brackets (continuous service above 200°C)
- Electrical insulation components for avionics and cabin systems
- Radome and enclosure components requiring low dielectric loss
Industrial Equipment
Thermosets handle what other materials can't in heavy industrial environments:
- High-voltage insulators (silicone rubber, exceeding 20 kV/mm dielectric strength)
- Chemical-resistant enclosures for processing equipment
- Electrical component housings in environments with solvent or acid exposure
The combination of chemical resistance, mechanical strength, and electrical insulation makes thermosets a practical requirement in demanding industrial settings.
Frequently Asked Questions
What is thermoset injection molding?
Thermoset injection molding uses heat and pressure to permanently cure thermosetting polymers into rigid, heat-resistant parts. The curing process triggers irreversible cross-linking between polymer chains — once complete, the part cannot be remelted or reshaped into a new form.
Can thermosets be used for injection molding?
Yes. Thermosets are well-suited for injection molding, particularly for high-volume production of smaller precision parts. The process requires specialized machine configurations — thermoset-compatible barrel and screw systems, stuffer rams for BMC, and heated molds — compared to standard thermoplastic equipment.
What are 5 examples of thermosetting plastics?
Five common thermoset materials used in injection molding:
- BMC — electrical housings, automotive parts
- Phenolic/Bakelite — circuit breakers, insulators
- LSR — medical devices, seals
- Epoxy resin — structural and electrical applications
- Polyurethane — flexible, load-bearing components
How does thermoset injection molding differ from thermoplastic injection molding?
The core difference is permanence. Thermosets cure through irreversible cross-linking and cannot be remelted — thermoplastics soften with heat and can be recycled. Thermosets offer superior heat and chemical resistance, but have longer cure-driven cycle times and produce non-recyclable scrap.
What are the main challenges of thermoset injection molding?
The primary limitations are high upfront tooling costs, unavoidable flash that requires a post-processing deflashing step, non-recyclability of scrap material, and part size constraints that make larger components better suited to compression or transfer molding.
How can automation improve thermoset injection molding production?
Automated take-out robots remove cycle time variability at the ejection step, improve part handling consistency, and enable high-speed or lights-out production runs. In high-volume thermoset operations, that consistency directly drives output quality and throughput — it's the focus of purpose-built systems like those from Yushin America.