Introduction
Clear plastic injection molding is used across medical devices, consumer electronics, automotive lighting, and architectural glazing — and in every one of those contexts, transparency is a functional requirement, not just a cosmetic one. A lens that hazes, a housing that streaks, or a light guide with visible flow lines isn't just cosmetically off — it fails.
What makes clear plastic molding genuinely harder than standard opaque molding is that every defect is visible. Flow lines, sink marks, internal stress, surface scratches, moisture-related streaks — defects that would disappear under pigment in an opaque part are fully exposed in a transparent one. That changes material selection, process control, and post-ejection handling requirements across the board.
This article covers the primary clear thermoplastic resins used in injection molding, the process techniques that preserve optical quality, and how to choose the right material for your end-use conditions.
Key Takeaways
- Clear plastic injection molding demands tighter process control — every defect is visible in finished parts
- The three dominant clear resins (PMMA, PC, PEI) carry distinct trade-offs in strength, temperature resistance, and cost
- Most clear plastics are hygroscopic; skipping pre-mold drying causes haze, streaks, and structural weakness
- Mold surface finish, gate placement, wall thickness, and cooling rate all directly determine optical quality
- Choose materials based on end-use requirements — operating environment, impact loads, UV exposure — not cost alone
What Is Clear Plastic Injection Molding and Why Transparency Changes Everything
Clear plastic injection molding produces transparent or translucent parts by injecting optically compatible thermoplastic resins into precision-finished molds. Applications include LED light guides, medical device housings, automotive lenses, and food-grade packaging — anywhere light transmission, visual access, or aesthetic clarity is functional, not decorative.
Transparency makes injection molding fundamentally harder: there is nowhere to hide defects. In opaque molding, color and texture mask flow lines, minor surface imperfections, and processing artifacts. In clear molding, those same artifacts become immediate rejection causes.
Common Failure Modes in Clear Molded Parts
The consequences of poor process control in clear molding are specific and costly:
- Cloudiness or haze — typically caused by undried resin or internal stress from uneven cooling
- Silver streaks and splay marks — moisture trapped in the melt during injection forces these surface defects
- Sink marks and internal voids — occur in thicker wall sections where cooling is uneven
- Flow lines and weld lines — appear as faint lines or seams where flow fronts meet inside the mold
- Discoloration or burning — excessive barrel temperature degrades the resin before it reaches the mold
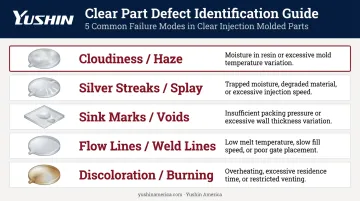
Each failure mode forces rework or outright rejection — and most trace back to material preparation or process settings that were off before the first shot was pulled. The sections below break down both: which resins to choose and how to process them correctly.
Materials Used in Clear Plastic Injection Molding
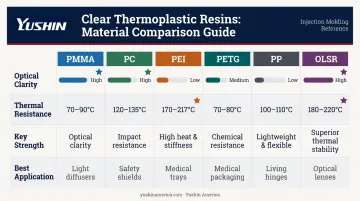
No single resin serves all clear plastic applications. Each material offers a different balance of optical performance, mechanical strength, thermal resistance, and processability. Three resins dominate the category : Acrylic (PMMA), Polycarbonate (PC), and Polyetherimide (PEI), with PETG, HDPE, and Polypropylene filling more specialized roles.
Acrylic (PMMA)
Acrylic (polymethyl methacrylate) is among the most optically pure thermoplastics available, with high light transmittance that positions it closer to glass than most other plastics. Roehm confirms that PLEXIGLAS molding compounds offer excellent light transmittance combined with intrinsic UV and weather resistance — with no yellowing or brittleness over time in typical service conditions.
Best suited for:
- Outdoor signage and architectural glazing (benefits from natural UV resistance without additives)
- Automotive taillights, LED lenses, and light guides
- Display cases, retail fixtures, and colored transparent components
- Medical technology and aircraft glazing
Trade-offs to know:
- Brittle under impact loads — not suitable for applications with mechanical stress or impact requirements
- Hygroscopic: absorbs moisture from ambient air and must be dried thoroughly before molding; undried acrylic produces haze and surface streaks
- Lower cost than PC or PEI, making it the default choice for purely optical applications where impact durability isn't needed
Polycarbonate (PC)
Polycarbonate is a high-performance clear thermoplastic that combines optical transparency with the kind of impact resistance that acrylic cannot match. According to Covestro's Makrolon processing guide, Makrolon PC exhibits Charpy notched impact values of 55–65 kJ/m² (ISO 179/1eA) and maintains optical and mechanical properties across a wider temperature range than acrylic.
Processing requirements (Covestro Makrolon guide, 2018):
- Drying: 120°C for 2–12 hours (2–4 hours in high-speed dryers)
- Residual moisture must not exceed 0.02% before molding
- Melt temperature: 280–320°C
- Mold temperature: minimum 80°C for low stress and good surface quality
Best suited for:
- Safety-critical applications — protective goggles, machine guards, helmets, windows
- Medical device housings where both transparency and structural durability are required
- Parts exposed to temperature extremes where acrylic would deform
Trade-offs to know:
- Higher processing temperatures increase energy and tooling demands
- More expensive than PMMA
- Can yellow over time without UV stabilizers (UV-stabilized grades are available from Covestro)
- BPA content restricts food-contact use: FDA no longer authorizes BPA-based PC for baby bottles and sippy cups; PC remains approved for many other food-contact uses under FDA 21 CFR 177.1580
- EU Regulation 2018/213 sets a BPA migration limit of 0.05 mg/kg, prohibiting PC in infant feeding bottles
Polyetherimide (PEI)
PEI (commercially known as ULTEM) is a high-performance engineering thermoplastic that trades optical transmissivity for exceptional heat resistance, chemical stability, and structural strength. SABIC describes ULTEM resins as amorphous materials with elevated thermal resistance, high stiffness, dimensional stability, and broad chemical resistance.
ULTEM 1000 carries a glass transition temperature of 217°C, well beyond the thermal limits of acrylic or polycarbonate.
Best suited for:
- Aerospace engine components and heat shields
- Temperature sensors, medical instruments, and industrial components requiring sterilization
- Applications with sustained chemical exposure or mechanical stress that would degrade PC or acrylic
Trade-offs to know:
- Limited optical transmissivity compared to PMMA or PC — not appropriate for purely optical applications
- Significantly more expensive than either acrylic or polycarbonate
- High processing temperatures require careful thermal management during molding
Other Clear Plastic Options: PETG, PP, and HDPE
These resins serve more specialized roles but are worth understanding:
- PETG: Eastman's Eastar 6763 offers excellent clarity, no stress whitening, ISO 10993 / USP Class VI biocompatibility, and FDA 21 CFR 177.1630 food-contact status. A strong choice for medical and pharmaceutical packaging where PC's BPA content is disqualifying.
- Polypropylene (PP): Available in clear random copolymer grades with good clarity. Suited for flexible components, living-hinge designs, and chemical containers. Lower melting point limits thermal performance.
- HDPE: Provides translucency rather than full optical clarity. Best for bottles, containers, and piping — not optical applications.
- Optical Liquid Silicone Rubber (OLSR): Used for LED optics and precision lighting. Dow's moldable optical silicones achieve 94% light transmission with non-yellowing performance, but require specialized LIMS processing rather than standard thermoplastic injection molding equipment.
Key Process Techniques for Clear Plastic Injection Molding
Getting material selection right is necessary but not sufficient. Clear plastic parts require tighter process discipline at every stage of molding.
Material Drying
Drying is the first non-negotiable step. PMMA, PC, and PEI are all hygroscopic — they absorb moisture from ambient air, and molding undried material traps water vapor during injection, producing splay marks, silver streaks, bubbles, and cloudiness that cannot be corrected after the fact.
For PC specifically, Covestro's Makrolon guide specifies drying at 120°C for 2–12 hours, with residual moisture not exceeding 0.02%. For PMMA and PEI, resin-specific manufacturer datasheets should be consulted for exact drying schedules — do not assume generic parameters apply across grades.
Temperature Control
Clear plastics require tight barrel temperature management throughout the shot:
- Too high: Resin degrades, causing discoloration, burning, or molecular weight reduction that permanently clouds the part
- Too low: Incomplete fill, flow lines, and internal stress that scatters light
PC processing at Covestro's specified melt range of 280–320°C illustrates how narrow the acceptable window can be. Acrylic processes at substantially lower temperatures — mixing up resin-specific parameters is a common source of process failures when switching between materials.
Mold Surface Finish and Gate Placement
For clear parts, mold surface quality is critical. Industry guidance from Protolabs and Fictiv identifies SPI-A2 (Grade #2 Diamond Buff) as the standard surface finish for clear and optically sensitive injection-molded parts. Any toolmark, scratch, or texture on the cavity wall is directly replicated on the transparent part surface.
Gate placement matters just as much. Plastics Engineering notes that gate location significantly impacts molded stresses, fiber orientation, and solidification. For clear parts, it also determines where weld lines form. Covestro's weld line whitepaper defines weld lines as surface defects formed when flow fronts converge during filling — in clear parts, these must be kept out of visible or optically critical zones.
Release agents should never be used on clear part tooling, as they leave visible residue on polished surfaces. This same sensitivity to surface contamination carries through to wall design and cooling: any variation that creates differential stress will show up in the finished part.
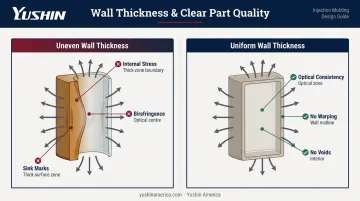
Uniform Wall Thickness and Controlled Cooling
Uneven wall sections create differential shrinkage during cooling, producing:
- Internal stresses that scatter light and cause warping
- Birefringence — visible stress patterns in transparent parts that appear as color bands under polarized light
- Sink marks and internal voids in thick areas where the core solidifies last
Uniform wall thickness across the part, combined with stable mold temperature (at least 80°C for PC, per Covestro), is essential to optically consistent results. Thick walls are particularly high-risk — if part geometry requires thickness variation, transitions should be gradual to minimize differential cooling effects.
Handling and Ejection: The Final Vulnerability
Transparent parts show every fingerprint, scratch, and ejector pin mark that opaque parts would hide. This makes post-ejection handling uniquely risky for clear plastic components.
Automated part removal is the most effective way to control this risk. Yushin America's take-out robots address this directly through features built for optically sensitive parts:
- FRA Series uses Active Vibration Control to minimize arm oscillation during high-speed extraction, preventing contact marks on polished surfaces
- YD/YD2 Series HX/SoftStop algorithms deliver smooth deceleration at part release, reducing mechanical shock on clear surfaces
- SX-41 side-entry robot is ISO Class 6 certified and configurable to Class 7/8 cleanroom environments, with sealed bearings and FDA-grade vacuum cups for optical and medical-grade cells
- SXC/SXC-HS/SXC-HSY series uses micro-vacuum cup EOAT with optional vision-guided pick for precision extraction of lenses and light-guide arrays
- RC-SE provides a stiffer frame and premium servo resolution for tighter repeatability in validation-critical optical molding cells
The INTU LINE IoT system (standard on FRA Series robots) monitors cycle times, logs short stoppages, and can capture photo and video records of the part removal sequence — creating an audit trail for surface quality investigations in clear plastic molding cells.

When every extraction follows the same motion profile, surface contact damage becomes a controllable variable rather than an accepted defect rate.
How to Choose the Right Clear Plastic Material
Material selection should start with end-use performance requirements. Cost and familiarity are poor selection criteria when the part will be used outdoors, in contact with chemicals, or in a safety-critical application.
Decision Framework
| Performance Priority | Recommended Material | Key Reason |
|---|---|---|
| Optical purity + UV stability, low impact loads | Acrylic (PMMA) | Highest optical clarity, inherent UV resistance, lowest cost |
| Transparency + structural durability or impact | Polycarbonate (PC) | Impact values 55–65 kJ/m² (ISO 179/1eA); wider service temperature range |
| Extreme heat, chemical exposure, or sterilization | PEI (ULTEM) | Tg 217°C; broad chemical resistance; radiation stable |
| Food-grade, medical packaging, BPA-free | PETG | ISO 10993 / USP Class VI biocompatible; sterilization stable; food-contact compliant |
| Flexible components, chemical containers | PP (clear grades) | Clarity in random copolymer grades; living-hinge capability |
| LED optics, precision lighting geometries | OLSR | 94% light transmission; non-yellowing; complex geometry capability |
Regulatory Considerations
Regulatory requirements frequently determine material eligibility before any performance trade-off comparison:
- Food-contact use: Acrylic is covered under FDA 21 CFR 177.1010; PC under 21 CFR 177.1580 with conditions; PETG under 21 CFR 177.1630. BPA restrictions in EU and US markets may eliminate PC from infant-product applications.
- Medical applications: PETG (Eastman Eastar 6763) and SABIC Lexan Healthcare PC both carry ISO 10993 / USP Class VI biocompatibility assessments. Confirm sterilization method compatibility — ETO, gamma, and autoclave have different material sensitivities.
- Outdoor applications: Confirm whether UV stabilizers are built into the resin grade or need to be compounded in. PC grades ending in specific UV-stabilized designations (per Covestro) provide protection; standard PC grades yellow over time without them.
Common Selection Mistakes
- Defaulting to polycarbonate for any "clear and strong" application without accounting for its higher processing cost, BPA restrictions, or UV yellowing in unstabilized grades
- Specifying acrylic for impact-critical applications — its brittleness makes it a poor choice anywhere structural loads or sudden impacts are possible
- Ignoring moisture absorption during material planning — if the production process doesn't include a drying step matched to the resin's requirements, haze and streaks will follow
Once the material is confirmed, process parameters — melt temperature, drying time, and injection speed — need to be dialed in to that resin's specific requirements. A well-chosen material can still produce defective parts if the molding setup treats it like a generic clear plastic.
Conclusion
Clear plastic injection molding is demanding precisely because it leaves nothing to hide. Material selection, process control, and part handling must all work together — a well-chosen resin processed poorly still produces haze, and a well-controlled process can't compensate for a material that's wrong for the application.
For operations producing clear plastic parts at scale, the fundamentals come back to the same disciplines:
- Dry your resin to specification before every run
- Maintain tight barrel and mold temperature windows
- Invest in mold surface quality — polish and gate design both matter
- Design for uniform wall thickness to prevent stress and sink
- Handle ejected parts with the same care used to mold them
That last point is where gains are often left on the table. Automated take-out reduces direct contact and handling variation at the point of ejection — one of the more reliable ways to protect optical clarity after all the upstream process work is done. Operations that treat part removal as an afterthought tend to see defect rates that process improvements alone can't fix.
Frequently Asked Questions
What is the clear plastic material called?
"Clear plastic" refers to a category of transparent thermoplastics, not a single material. The most commonly used options in injection molding are Acrylic (PMMA), Polycarbonate (PC), PETG, and Polyetherimide (PEI), each with different optical, mechanical, and thermal properties suited to different applications.
What is the best clear plastic for injection molding?
The answer depends entirely on the application. Acrylic is best for optical clarity and UV resistance at lower cost; Polycarbonate is best where impact resistance and structural durability are required; PEI is best for extreme heat or chemical environments.
Why must clear plastics be dried before injection molding?
Most clear plastics — especially PMMA, PC, and PEI — are hygroscopic and absorb moisture from ambient air. If molded while wet, trapped water vapor produces splay marks, silver streaks, bubbles, and cloudiness in the finished part — none of which can be corrected after molding.
What surface finish is best for clear plastic injection molded parts?
SPI-A2 (Grade #2 Diamond Buff) is the industry-recommended surface finish for clear and optical parts, producing the highest level of mold polish. Release agents should never be used on clear part tooling — they leave visible residue on polished cavity surfaces.
What causes cloudiness or haze in clear plastic injection molded parts?
The main causes are undried resin (moisture contamination), excessive barrel temperature causing resin degradation, uneven cooling creating internal stress, material contamination, or insufficient mold polish. Most haze defects are preventable through proper material preparation and process control.
Is polycarbonate or acrylic better for clear plastic injection molding?
Acrylic offers slightly higher optical clarity, lower cost, and better inherent UV resistance, making it the stronger choice for outdoor or purely optical applications. Polycarbonate has far higher impact resistance and handles a wider temperature range.