
For plant operators, process engineers, and procurement teams, understanding the equipment behind this process isn't optional — it directly affects what you can make, at what cost, and at what quality level.
This guide covers everything foundational: what an injection molding machine is, its four main subsystems, the three machine types and how they differ, how machines are sized and rated, the auxiliary equipment that keeps a cell running, and how take-out robots fit into a modern automated production cell.
Key Takeaways
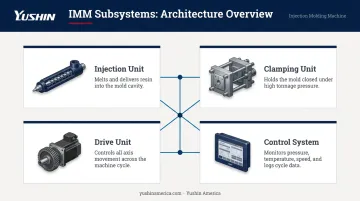
- Injection molding machines (IMMs) have four main subsystems: the injection unit, clamping unit, drive unit, and control system.
- IMMs are classified primarily by clamping force, measured in tons — ranging from 6 tons to over 8,000 tons.
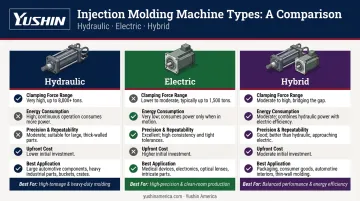
- Hydraulic, electric, and hybrid machines each offer distinct trade-offs in cost, energy use, and precision.
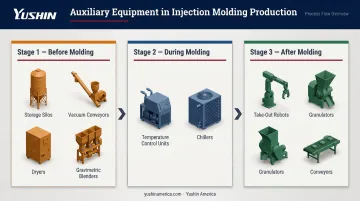
- Auxiliary equipment — dryers, conveyors, chillers, blenders — is essential infrastructure, not optional afterthoughts.
- Take-out robots reduce cycle time, eliminate manual handling errors, and enable lights-out unattended production.
What Is an Injection Molding Machine?
An injection molding machine (IMM) — also called an injection press — produces plastic parts by injecting molten resin into a temperature-controlled mold under high pressure. Each complete sequence, from mold close to part ejection, is called a cycle. The machine's job is to repeat that cycle as consistently and quickly as possible, thousands or millions of times over.
The industries that depend on injection molded parts span virtually every sector of modern manufacturing:
- Automotive (bumpers, interior panels, fluid reservoirs)
- Consumer electronics (housings, connectors, enclosures)
- Medical devices (syringes, IV components, diagnostic parts)
- Packaging (thin-wall containers, caps, closures)
- Construction and consumer goods
That breadth of application drives an equally wide range of machine sizes. At the small end, benchtop micro machines like the MiniJector Model 45 operate at just 6 tons of clamping force and produce tiny precision components. At the other extreme, Milacron's C-8000 press delivers 8,000 US tons of clamping force with a total shot weight of 325 lbs — a machine used for large structural parts like automotive fascias and industrial containers. That range is why tonnage, not physical size, is the universal language for specifying and comparing injection molding machines.
Key Components of an Injection Molding Machine
All IMMs share the same four-subsystem architecture. Each subsystem directly affects cycle time, part quality, and how well a machine matches your production requirements.
Injection Unit
The injection unit melts plastic material and pushes it into the mold. It has three core elements:
- Reciprocating screw and barrel — the screw rotates to melt and convey plastic forward, then moves axially to inject the melt into the mold cavity
- Heaters and thermocouples — maintain precise temperature control along the barrel zones, ensuring material reaches the correct melt viscosity
- Nozzle — the interface between the barrel and the mold, sealing against the sprue bushing to deliver melt under pressure without leakage
Injection pressure is the critical variable here. Too little pressure causes incomplete fill — short shots that produce defective parts. Too much creates flash (molten plastic leaking out of the mold cavity) or structural stress in the finished component. Finding and holding the right pressure window is central to process stability.
Clamping Unit
The clamping unit holds the two halves of the mold tightly closed during the injection shot, resisting the internal pressure of the molten plastic. Its three main elements:
- Clamping motor/toggle mechanism — generates the closing and locking force
- Tie bars — stabilize and guide the platens; their spacing defines the maximum mold width the machine can accept
- Fixed and moving platens — the fixed platen holds one mold half, the moving platen carries the other and travels to open and close the mold
If clamping force is insufficient, gaps form at the mold parting line and flash results. Excessive force can damage tooling over time.
Drive Unit and Control System
These two subsystems tie the mechanical components together. The drive unit governs axial screw movement; in all-electric machines, dedicated servo motors handle every machine function — clamping, injection, screw rotation, and ejection — each independently controlled.
The control system keeps the process consistent across every cycle. Modern systems handle:
- Monitoring and stabilizing pressure, temperature, injection speed, and clamping force
- Storing process recipes for quick changeovers
- Logging cycle data for traceability and quality records
- Flagging deviations in real time before defects accumulate
That combination of closed-loop monitoring and data logging is what makes high-volume injection molding a repeatable, auditable operation.
Types of Injection Molding Machines
Hydraulic Injection Molding Machines
Hydraulic machines remain the most widely deployed type globally. Grand View Research reports hydraulic IMMs held 50.9% of the market in 2025 — a clear indication this is not a legacy technology in decline.
Why they persist:
- High clamping force at lower capital cost than electric alternatives
- Proven durability across decades of heavy-cycle production
- Broad process coverage, including multi-component and high-tonnage applications
- Well-understood maintenance requirements
The trade-off is energy consumption and precision. Hydraulic systems run their pump continuously regardless of machine demand, consuming more power than electric alternatives. They also offer less cycle-to-cycle repeatability — a meaningful limitation for tight-tolerance applications.
Electric Injection Molding Machines
All-electric IMMs replace the hydraulic pump with servo motors driving each machine axis independently. Each axis moves on demand, which translates into measurable gains:
- Higher precision and repeatability, shot to shot
- Faster dry-cycle speeds (Sumitomo's SE-HSZ clamp operates at 1,300 mm/sec)
- Quieter operation and no hydraulic fluid
- Lower energy consumption — Plastics Engineering reported in 2015 that modern all-electric machines consumed approximately 50% less energy than older hydraulic machines
The limitation is upfront cost. Electric machines carry a higher purchase price and are most commonly deployed for medical devices, precision consumer goods, and clean-room environments where repeatability and contamination control justify the investment.
Hybrid (Servo-Hydraulic) Injection Molding Machines
Hybrid machines pair electric servo motors with hydraulic systems, capturing meaningful efficiency gains without sacrificing the high clamping force that pure electric machines can struggle to deliver at very large tonnages. Nissei's FVX-III, for example, claims 45% lower energy consumption than conventional hydraulic types in dry-operation comparisons — though these figures are model-specific and test-condition-dependent.
Choosing between the three types comes down to four factors:
- Production volume and cycle time requirements
- Part complexity and tolerance demands
- Material requirements (resin type affects machine needs)
- Total cost of ownership, not just purchase price
Each machine type also shapes downstream automation decisions — including which take-out robot geometry, speed class, and EOAT configuration will actually fit the cell. Getting the machine selection right first makes every other equipment decision easier.
How Injection Molding Machines Are Sized and Rated
Clamping Force: The Primary Rating
IMMs are classified by clamping force, measured in tons. This number represents the maximum force the machine applies to keep the mold closed during injection — and it's the most universally used metric for communicating machine capacity.
Estimating required tonnage starts with the part's projected surface area — the area of the part as seen from the direction of injection. Multiplying that area by a pressure factor based on resin type and part geometry gives an approximate tonnage starting point. Processors typically add a safety factor to account for resin flow variation, gate location, and wall thickness variation.
The Melt Flow Index (MFI) of your resin matters here: higher-flow materials generally require less injection pressure, which reduces tonnage requirements. Final press selection should always be validated against OEM specifications and your toolmaker's recommendations, not a universal formula.
Matching Machine Specs to Your Mold
Clamping force alone doesn't determine machine fit. You also need to verify:
Clamping unit specs:
- Tie-bar spacing (determines maximum mold width)
- Platen dimensions
- Minimum and maximum mold height
- Stroke and daylight (the maximum distance between platens when open)
Injection unit specs:
- Shot capacity and barrel size
- Shot size utilization — Plastics Technology recommends keeping shot size within 25% to 65% of the machine's maximum barrel capacity; running too high in the barrel creates processing problems
The Economics of Machine Sizing
Getting machine size right has direct production economics implications. A machine large enough to run a multi-cavity mold reduces per-part cost by producing more parts per cycle — but larger molds carry higher upfront tooling costs.
Right-sizing is a balance between:
- Capital investment in the machine and tooling
- Per-part cost over the production run volume
- Flexibility to run other molds on the same machine
Undersizing means the press can't hold the mold closed reliably. Oversizing wastes energy and floor space. Either way, the wrong machine size shows up directly in your cycle economics and uptime numbers.
Essential Auxiliary Equipment for Injection Molding
The IMM is the center of the cell — not the entire cell. A full injection molding operation depends on auxiliary equipment at three stages:
Before molding:
- Material storage silos and vacuum conveying systems move resin from storage to the machine
- Dryers and dehumidifiers bring resin to correct moisture levels before processing
- Gravimetric blenders (such as Maguire WSB systems with 110+ model configurations) ensure precise colorant and additive ratios
During molding:
- Temperature control units and chillers manage mold temperature, directly affecting cycle time and part dimensions
- Consistent mold cooling prevents warpage and dimensional variation across long production runs
After molding:
- Take-out robots extract finished parts from the open mold
- Granulators reclaim sprues and runners as regrind
- Downstream conveyors and sorters move parts to inspection and packaging
Why Drying Matters More Than Most Processors Expect
For hygroscopic resins (materials that absorb moisture from the air), drying isn't a best practice, it's a defect-prevention requirement. Nylon can absorb 2% to 8% moisture by weight and will drool, foam, flash, or cause pressure drops if processed too wet. DuPont's Zytel molding guide specifies moisture content below 0.2 wt% for nylon processing. Similar thresholds apply to PET, ABS, and polycarbonate.
Residual moisture causes voids, surface discoloration, and structural defects — and you won't see it until defective parts are already off the press. Proper drying, validated against resin-supplier specifications, is the lowest-cost defect prevention available in the pre-molding stage.
Drying is one piece of a larger picture. When the full auxiliary equipment stack — material handling, temperature control, and downstream automation — is properly integrated, the result is less process variability, less material waste, and production runs that can sustain themselves without constant intervention.
How Take-Out Robots Enhance Injection Molding Operations
The Role of Post-Molding Automation
At the end of every cycle, the mold opens and finished parts must be removed before the next cycle can begin. The time the mold stays open directly affects total cycle time — and that mold-open window is where take-out robots create their most measurable value.
Take-out robots (also called sprue pickers or part removal robots) extract finished parts and/or runners from the open mold consistently, at speed, on every cycle. They replace manual part removal — which introduces variation in timing, handling force, and part placement — with repeatable, high-speed extraction that starts the next cycle as quickly as physically possible.
Operational Benefits of Robot Integration
Integrating a take-out robot into an injection molding cell delivers several compounding advantages:
- Reduced mold-open time: Robot extraction is faster and more consistent than manual removal, shortening the open-mold window on every cycle
- Elimination of handling damage: Consistent grip force and part placement prevent scrap and cosmetic defects caused by operator-to-operator variation
- Lights-out production support: Automated extraction enables unmanned shifts without sacrificing output consistency
- Downstream timing: Parts arrive at inspection, assembly, or packaging with consistent orientation and timing, making downstream automation practical
Industry data from A3/RIA indicates injection molding automation retrofits can achieve ROI in as little as 4 months through labor savings and reduced worker-compensation costs.
Yushin America's Take-Out Robot Lineup
Yushin America has spent over 50 years developing take-out robots specifically engineered for injection molding cells across a wide range of machine sizes and application types.
Their product lineup covers the full spectrum of post-molding automation needs:
| Robot Series | IMM Range | Best Application |
|---|---|---|
| YD/YD2 Series | 30–500 ton | High-volume standard take-out; lights-out reliability |
| HST Series | Packaging range | Sub-10-second cycles; thin-wall packaging |
| HSA Series | Packaging range | Sub-5-second cycles; high-cavity packaging |
| TSXA (Side-Entry) | 100–500 ton | Sub-3-second IML cycles; simultaneous label-place + extract |
| FRA Series | Broad range | High-end take-out with INTU LINE IoT for remote monitoring |
| HOP Five / Sprue Pickers | 30–500 ton | Sprue/runner extraction; first-step automation |

The FRA Series flagship robots include Yushin's INTU LINE IoT system, a cloud-based monitoring platform that gives operators real-time visibility into production counts, cycle times, uptime ratios, error logs, and short stoppage frequency from any smartphone or PC, without requiring LAN cables or IT infrastructure.
For plants pursuing lights-out operation, this remote diagnostic capability means a Yushin service team can access your error data automatically when a fault occurs, accelerating resolution without an on-site visit.
Yushin's design optimization program — developed through joint research with Kyoto University — has produced robots with take-out cycle times up to 10% faster than predecessor designs, contributing directly to per-shift output improvements.
For application-specific guidance, Yushin America's technical sales team can recommend the right robot architecture for your press tonnage, part geometry, and production goals.
Frequently Asked Questions
What is a molding machine called?
An injection molding machine is also commonly referred to as an injection press or IMM. It is the primary piece of equipment used in plastic injection molding, injecting molten plastic into a mold under pressure to produce finished parts.
What are the main types of molding?
The primary types of plastic molding include injection molding, blow molding, rotational molding, and thermoforming. Injection molding dominates high-volume precision part production due to its speed, tight tolerances, and broad material compatibility.
What tools are used in the molding process?
The injection molding process relies on the IMM itself, the mold (tooling), and a range of auxiliary equipment — dryers, vacuum conveying systems, temperature control units, blenders, and robots for part removal.
How much does a molding machine cost?
IMM pricing ranges from roughly $20,000–$50,000 for small benchtop units to $500,000 or more for large industrial presses. Total cost of ownership extends well beyond the machine itself: tooling, auxiliary equipment, automation, and ongoing service all factor in.
What is clamping force and why does it matter?
Clamping force is the pressure (measured in tons) the IMM applies to keep the mold closed during injection. Insufficient clamping force causes flash — excess material on part edges. Excessive force can damage tooling or create stress-related quality defects in finished parts.
What is the difference between hydraulic and electric injection molding machines?
Hydraulic machines offer high clamping force and lower upfront cost but consume more energy and provide less shot-to-shot precision. Electric machines deliver higher accuracy, repeatability, and energy efficiency at a higher initial investment. Hybrid machines pair servo-driven injection with hydraulic clamping, balancing energy savings with the force output that all-electric designs can't always match.


