Introduction
A traditional 6-axis robot bolted to the floor is a powerful tool. But when production demands outgrow its reach, the limitations show fast. When a facility runs multiple injection molding presses, handles long part transfers, or needs coverage across an extended line, the instinct is often to buy another robot. That's an expensive reflex.
A smarter answer already exists: the 7th axis. By adding a linear transfer system to a standard articulated robot, manufacturers dramatically expand what a single robot can cover — without the capital cost of a second machine, second installation, and second programming effort.
This guide covers everything you need to evaluate the 7th axis for your facility:
- What a 7th axis is and how it works
- How it differs from other linear motion systems
- The operational and cost benefits it delivers
- How it applies specifically to injection molding
- What drive systems power it
- How to decide if it's the right fit for your line
Key Takeaways
- A 7th axis (also called a Robot Transfer Unit or RTU) adds linear travel to a 6-axis robot, expanding its reach far beyond fixed arm limitations
- One robot on a 7th axis can serve multiple machines or workstations, reducing capital expenditure on additional robots
- Typical applications span machine tending, palletizing, and pick-and-place operations across multiple stations
- RTU tracks can extend to 46 meters or more, covering distances no fixed robot arm can match
- Selecting the right RTU means matching drive type, payload capacity, travel length, and controls integration to your specific cell
What Is a 7th Axis in Robotics?
A 7th axis is a linear transfer system — commonly called a Robot Transfer Unit (RTU) or linear unit — that adds a seventh degree of freedom to a robot by enabling straight-line travel along a rail. While a standard 6-axis robot articulates across six rotational joints (from base rotation through wrist movement), the 7th axis adds one capability those joints cannot provide: the ability to physically relocate from one position to another.
The robot mounts on a carriage that rides along a rail or guide system, and a drive mechanism propels it down the track while the robot continues executing its programmed tasks at each stop — effectively walking the production line.
Why Fixed Reach Becomes a Constraint
To understand why the 7th axis matters, consider what a mid-size articulated robot actually covers:
| Robot Model | Payload | Horizontal Reach |
|---|---|---|
| FANUC M-10 Series | 12 kg | 1,098 mm |
| ABB IRB 1600 | 10 kg | 1,200–1,450 mm |
| Yaskawa GP12 | 12 kg | 1,440 mm |
| Yaskawa HC20DTP | 20 kg | 1,700 mm |
When a production line spans several machines — or parts must travel across a floor area that exceeds two meters — a fixed robot simply cannot cover the required distance. That's where the 7th axis earns its place.
That reach constraint also explains why engineers often compare the 7th axis to other linear solutions — and why the comparison reveals important differences.
How Is a 7th Axis Different from a Gantry or Cartesian Robot?
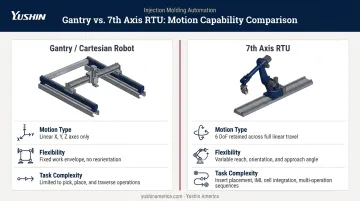
Gantry and Cartesian robots also provide linear motion, but they work differently. A gantry moves an end effector along X, Y, and Z axes through a rigid overhead frame — the robot is the linear structure.
A 7th axis, by contrast, transports a fully articulated robot along a linear path. Every one of the robot's six degrees of freedom remains available throughout travel and at every workstation stop. That distinction matters most when tasks demand complex part orientations or dynamic multi-axis movements at each stop — capabilities a Cartesian system is not built to deliver.
Key Benefits of Adding a 7th Axis
Extended Operating Area
The most immediate benefit: the effective workspace is no longer defined by the robot's arm reach — it's defined by the length of the rail. Commercial RTU systems from suppliers like Rollon publish stroke lengths up to 46 meters, while Güdel's TrackMotion Floor system supports strokes up to 100,000 mm. KUKA's KL 4000 and KL 5000 linear units reach 31–31.5 meters.
igus reports that its 7th-axis robot slide can deliver up to 4x more working space compared to a fixed robot installation — a meaningful gain for facilities running extended production lines.
Cost Savings Through Robot Consolidation
One robot serving multiple workstations costs less than two or three robots each assigned to a single station. Rollon's published position is that a 7th axis reduces capital costs by allowing a smaller, more economical robot to serve multiple operations — though specific dollar figures vary by application, so get a direct supplier quote to confirm numbers for your situation.
The consolidation effect extends further:
- Fewer controllers to program and maintain
- Smaller spare-parts inventory per robot model
- Simpler operator training across the cell
Flexibility and Scalability
Production lines change. A 7th axis accommodates this better than a fleet of fixed robots:
- Travel length can be extended as lines grow
- The robot can be repositioned along the rail without replacing equipment
- Certain drive configurations (linear motors) support multiple independent robot arms on a single track
Worker Safety
According to the IFR, increased robot adoption is associated with fatality-rate reductions of approximately 4.3% and injury-rate reductions of 3.2%. OSHA notes that robots are generally deployed for unsafe, hazardous, repetitive, and unpleasant tasks — all of which apply in injection molding environments.
A robot on a 7th axis can be programmed to travel outside human work zones during manual operations. Ceiling and wall-mounted configurations free floor space entirely, reduce foot traffic conflicts, and allow safety barriers to be positioned more efficiently.
7th Axis Applications in Injection Molding and Manufacturing
Injection molding facilities are well-suited for 7th axis integration. Production lines typically run multiple machines in parallel performing sequential or repetitive operations — which maps directly to what a traveling robot can handle.
Machine Tending Across Multiple Presses
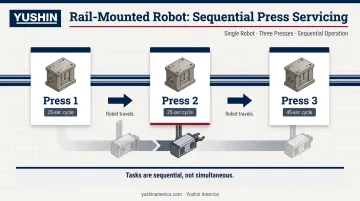
Consider a facility running three injection molding presses at different cycle times: 25 seconds, 35 seconds, and 45 seconds. A robot on a 7th axis can be programmed to service each press during its cycle window, traveling between machines rather than sitting idle at a single press between cycles. The key is that tasks are sequential, not simultaneous — one robot can realistically cover multiple stations when cycle times allow travel time between them.
In practice, this means a single rail-mounted take-out robot can service two or three presses across a cell, cycling through each station during idle mold time rather than waiting at one press. The scheduling logic is straightforward: the robot's travel time must fit within the available window between part ejection events at each machine.
Palletizing and Downstream Part Handling
In injection molding operations, finished parts move through several steps: extraction from the mold, transfer to inspection, and organization for packaging or assembly. A robot on a 7th axis can handle part extraction at one machine, travel to a vision or quality station, and continue to a palletizing area within a single automated workflow.
For facilities already working with downstream automation such as Yushin America's PA Series Compact Palletizing Robots, the 7th axis concept connects directly to the part-handling workflow between press and end-of-line packaging.
Hazardous Task Removal
Hot mold part removal, insert loading, and heavy-part handling all create ergonomic and safety risks when done manually. A robot on a 7th axis handles these precisely and consistently, staying outside human work zones. The same safety logic applies across welding, heat-treating, and coating applications in other manufacturing sectors.
Cross-Industry Applications
Beyond injection molding, manufacturers deploy 7th axis systems across a range of industries:
- Automotive assembly: rail-mounted robots service multiple weld stations along a single line
- Appliance manufacturing: robots handle large formed panels across transfer lines
- Electronics production: flexible manufacturing cells use traveling robots to tend multiple CNC machines
- Injection molding cells: multi-press layouts benefit most directly from the sequential servicing model described above
Each application shares the same underlying logic: one robot covering more ground means fewer assets sitting idle and more output per square foot of floor space.
How a 7th Axis Works: Drive Systems and Mounting Options
Drive Mechanism Comparison
| Drive Type | Payload Range | Stroke Capability | Best Fit |
|---|---|---|---|
| Belt-driven | Light robots/cobots | Up to ~3,000 mm | Simple layouts, cost-sensitive |
| Rack and pinion | Up to 680 kg+ | Long strokes, 10+ m | Heavy industrial arms |
| Ball screw | Short-stroke precision | Limited travel | High-repeatability positioning |
| Linear motor | Varies | High-speed, any length | Multi-robot independent control |
Rack-and-pinion systems dominate heavy industrial applications. Rollon's RTUg, for example, handles payloads up to 680 kg with helical rack accuracy to 0.036 mm per meter. Belt drives suit lighter robots and cobots where simplicity and cost matter more than stroke length. Linear motors enable independent movement of multiple robots on a single shared track, which is valuable for high-throughput cells.
Mounting Configurations
RTU systems mount in three orientations:
- Floor-mounted: Most common; straightforward structural requirements
- Ceiling-mounted (inverted): Keeps floor space completely clear; valuable in high-density facilities
- Wall-mounted: Useful where floor and ceiling mounting aren't feasible
Each configuration affects carriage design, cable management routing, and structural anchoring requirements. Ceiling mounts introduce additional design considerations around dynamic loads and cable carrier routing but deliver real returns in facilities where floor space is at a premium.

Structural Considerations
The rail system handles more than static robot weight. Dynamic forces from acceleration, deceleration, and arm extension torque must all be accounted for in guide system and drive mechanism sizing. Undersized RTU systems are a documented integration mistake: they lead to premature wear and positioning errors that compromise production quality.
7th Axis vs. Adding Another Robot: Making the Right Call
Neither option is universally correct — the right choice depends on your production structure and cycle-time constraints.
A 7th axis is likely the better choice when:
- Tasks are sequential (one robot can realistically complete operations at each station within cycle time)
- Floor space is constrained
- Capital budget favors a single-robot solution
- Production lines may change, requiring a repositionable system
- Two or more stations are within a manageable travel distance
A dedicated second robot makes more sense when:
- Two workstations must operate truly simultaneously with no crossover time
- Travel time between stations would create cycle-time bottlenecks
- Redundancy is required in a critical production line where a single robot failure can't stop output
If you're working through this decision, Yushin America's application engineering team can assess your cycle-time constraints, layout requirements, and capital considerations directly. Reach them at salesinfo@yushin.com or (401) 463-1800.
Key Considerations Before Implementing a 7th Axis
Payload and Load Capacity
Size the RTU for the combined weight of the robot, end-of-arm tooling, and maximum part payload — plus the dynamic forces generated during travel. Published commercial RTU payload ranges show how wide the spectrum runs:
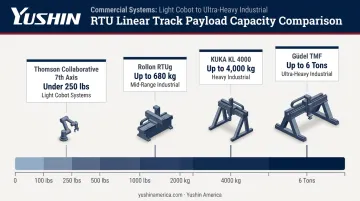
- Thomson Collaborative 7th Axis: robots under 250 lbs
- Rollon RTUg: up to 680 kg
- KUKA KL 4000: up to 4,000 kg
- Güdel TMF: up to six tons
Undersizing is the most common mistake in RTU integration. Always include dynamic load calculations, not just static robot weight.
Cable Management
As the robot travels, all electrical cables, pneumatic lines, and sensor cables must move with it — continuously, without tangling or fatigue failure. Energy chain (cable carrier) systems are the standard solution, with igus publishing travel capability exceeding 1,312 feet and service life of 10 years or more.
That said, long-stroke cable management is a proven, well-understood solution only when it's deliberately designed in. Tracks exceeding 10 meters require careful routing, carrier selection, and strain-relief planning from the outset.
Controls Integration
A 7th axis must synchronize with the robot's existing controller. Major platforms handle this natively:
- FANUC: Auxiliary axis packages support up to 72 auxiliary axes and 4 simultaneous robots
- KUKA: Linear units integrate directly into the robot controller; the 7th axis is programmed as an external axis
- ABB: RobotStudio robtargets include external axis positions
- Yaskawa/Motoman: Servo tracks coordinate robot motion with linear travel natively
Many RTU suppliers offer plug-and-play integration modules for popular robot brands, enabling the 7th axis to be programmed as an additional joint within the robot's native controller interface.
Frequently Asked Questions
What is the difference between a 6-axis robot and a 7-axis robot?
A 6-axis robot uses six rotational joints to articulate its arm and is fixed in place — its reach is limited to its arm length. A 7-axis configuration adds a linear transfer unit that moves the robot along a rail, expanding its working range across multiple stations without replacing the robot itself.
What is a Robot Transfer Unit (RTU)?
An RTU is another name for a 7th axis system: a linear guide rail and drive mechanism that a robot mounts onto, enabling it to travel along a linear path to reach multiple workstations or cover distances beyond a fixed arm's reach.
Can a 7th axis be retrofitted onto an existing robot?
Yes. Most RTU systems integrate with existing articulated robots via adapter mounting plates. Many suppliers offer pre-drilled configurations for popular robot brands, making retrofitting a practical option for facilities looking to extend capability without buying new equipment.
Is a 7th axis beneficial for injection molding operations?
Yes. One robot on a 7th axis can serve multiple presses, handle part extraction, transfer parts to downstream inspection or palletizing stations, and support full lights-out workflows, reducing the number of dedicated robots required across a multi-press facility.
What drive system is best for a 7th axis?
It depends on the application. Rack and pinion handles heavy loads and long strokes. Belt drives suit lighter robots and cobots. Linear motors are ideal when multiple independent robots must share a single track at high speeds.
How long can a 7th axis track be?
Commercial RTU systems reach substantial distances. Rollon publishes stroke lengths up to 46 meters; Güdel's TrackMotion Floor supports up to 100,000 mm; KUKA's KL 4000 and KL 5000 systems extend to approximately 31–31.5 meters. The practical limit depends on the drive system, payload, and accuracy requirements of the specific application.