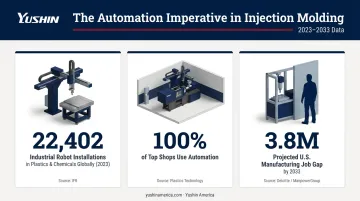
The Manufacturing Institute and Deloitte project that U.S. manufacturing could need 3.8 million new employees by 2033, with roughly 1.9 million of those roles potentially going unfilled. For plastics processors specifically, the pressure is real: BLS data shows over 692,000 workers in plastics and rubber products manufacturing, with unemployment in the sector sitting at just 1.9%.
Robots have become the foundational answer. This guide covers what injection molding robots are, where they're deployed across the process, which architectures fit which applications, and what to evaluate before committing to an automation project.
Key Takeaways:
- Machine tending and part removal are the highest-ROI entry points for injection molding automation
- Cartesian (take-out) robots dominate the space — they're fast, precise, and built specifically for mold-cycle integration
- Robot type, EOAT, and downstream integration all determine whether a cell runs lights-out or just runs
- ROI timelines for high-volume operations typically target one to two years
- Application complexity — not just press tonnage — determines which robot architecture fits
What Are Injection Molding Robots and Why Do They Matter?
Injection molding robots are programmable automation systems purpose-built to handle tasks around or directly integrated with injection molding machines — part removal, insert loading, downstream handling — that would otherwise require manual operator intervention at every cycle. Unlike general-purpose industrial robots adapted for plastics, the best systems are engineered specifically for the mold cycle: fast in-mold entry, precise positioning, and tight integration with the machine controller.
Why Manufacturers Are Adopting Them Now
The primary operational drivers are:
- Labor availability — persistent skilled worker shortages mean plants can't staff all shifts reliably
- Consistency at scale — human operators introduce cycle-time variability that accumulates into scrap and quality escapes across thousands of shots
- Part complexity — tighter tolerances and more complex geometries make manual handling a genuine quality risk
According to IFR's 2024 World Robotics report, plastics and chemical products accounted for 22,402 industrial robot installations globally in 2023. Among high-performing molders specifically, 100% of surveyed Top Shops in Plastics Technology's annual benchmarking survey reported using automation.
Where Robots Outperform Manual Handling
The performance gains compound across three dimensions:
- Speed — robots maintain exact cycle times without fatigue, keeping mold-open time to a minimum every shot
- Consistency — the same motion path, same grip, same deposit location, cycle after cycle
- Safety — workers are removed from tasks involving hot parts, high-pressure presses, and repetitive strain. OSHA identifies injection molding hazards including crushing and amputation risk between mold halves, burns from heated barrels, and pellet slip hazards
These performance gains translate directly to cost savings — which matters when evaluating the upfront investment. Mid-range servo-driven take-out robots run $25,000–$80,000, with high-end integrated cells above $150,000 (Yushin America product documentation). For high-volume production, the labor, scrap, and uptime gains justify the cost, with payback typically targeted at one to two years.
Key Applications of Robots in the Injection Molding Process
The injection molding cycle involves multiple distinct stages, and each creates an automation opportunity. Here's where robots are deployed — and why each application matters.
Machine Tending and Part Removal
Part removal is the most common and highest-impact robotic application in injection molding. Every cycle, freshly molded parts must be extracted from the open mold before the next shot. Manual unloading is inconsistent, slow relative to fast cycle times, and exposes workers to hot parts and press hazards.
A take-out robot enters the mold space after ejection, grips or vacuums the finished part, removes it, and deposits it downstream with identical speed, angle, and position on every cycle. Yushin America's HST-150S, for example, can demold 16 packaging frames in under 0.5 seconds, with a total cycle under 4 seconds.
Automating this single task measurably increases throughput and reduces defect rates — and for most plastics facilities, it's where the automation journey begins before expanding to downstream tasks.
Insert Molding
Insert molding requires robots to precisely load metal inserts into the mold cavity before the injection shot. Common insert types include:
- Pins and threaded flanges for structural assemblies
- Electrical terminals for connector components
- Brass inserts for heat-set or ultrasonic joining
Manual loading is slow, prone to misalignment, and puts workers in close proximity to the press at every cycle.
Plastics Technology cites micro-insert applications with tolerances of 0.01mm and cycle times of 15 seconds on a 110-ton press — the kind of precision that manual loading simply can't sustain at volume. ENGEL documents automated systems placing 60 inserts in a 36-second cycle.
Overmolding
In overmolding, a part molded in one machine is transferred into a second machine for a secondary material shot. Positional accuracy matters: even a few tenths of a millimeter of misplacement can cause the overmold shot to flash, delaminate, or miss its bond zone entirely. Robots handle this transfer with repeatable placement that manual operators can't sustain across thousands of cycles.
In-Mold Labeling (IML)
IML robots load pre-printed labels or decorated film directly into the open mold before each shot, bonding decoration permanently to the part during molding. Label film typically runs 50–100 microns thick. Even minor placement variance produces cosmetic rejects at scale.
The global in-mold labels market was estimated at $2.31 billion in 2023, projected to reach $3.14 billion by 2030 — reflecting rapid adoption of IML in food packaging, cosmetics, and consumer goods. Side-entry robots like Yushin's TSXA are specifically engineered for IML cells, where label placement and part extraction happen within the same tight mold-open window.
Sprue and Runner Removal
Sprue picker robots rapidly remove sprues and runners from the machine immediately after ejection, feeding them to a granulator for material recycling. This keeps the machine ready for the next shot, minimizes cycle time, and eliminates manual runner handling entirely. Yushin's HOP Five and servo-driven N-HOP handle standard swing-type sprue removal across a wide range of press sizes, while the Servo Picker YD-0310 adds precision positioning for more demanding runner geometries.
Types of Robots Used in Injection Molding Automation
Three primary robot architectures serve injection molding environments. Which architecture fits your cell depends on part complexity, cycle speed, floor layout, and how much downstream work the robot needs to handle.
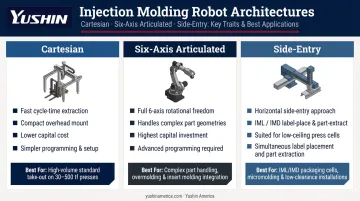
Cartesian (Take-Out) Robots
Cartesian robots move along X, Y, and Z axes to enter the mold space, extract parts, and deposit them downstream. They're the most widely deployed type in injection molding because they are:
- Fast and precise for straightforward demolding
- Compact above the machine — no floor space consumed
- Easier to program than articulated alternatives
- Cost-effective relative to six-axis systems (Plastics Technology reports Cartesian units generally cost about 30% less than six-axis robots)
Purpose-built take-out robots are a specialized evolution of this design. Yushin America's YD/YD2 Series are 3-axis servo-driven robots covering 50–850 ton presses, with motion optimization algorithms specifically tuned for injection molding cycle demands. The YD-0310 Servo Picker extends this lineup down to 30–150 ton machines, delivering sub-one-second take-out times for smaller press applications.
For large-tonnage work, the MKA-2000S handles presses from 800–3,000 tons with payloads up to 80+ kg, delivering 17% shorter take-out times versus predecessor models.
Six-Axis Articulated Robots
Six-axis robots offer full rotational freedom across six joints, making them the right choice when a straight-line approach into the mold isn't sufficient. Typical applications:
- Overmolding transfers requiring multi-directional movement
- Assembly and secondary operations
- Inspection or complex downstream handling
They carry the highest cost and greatest programming complexity of the three architectures. For simple part removal, that complexity is unnecessary — but for multi-step tasks a Cartesian robot physically cannot execute, the investment is justified. That distinction matters most when evaluating whether side-entry geometry might serve the application instead.
Side-Entry Robots
Side-entry robots approach the mold horizontally rather than from above. That geometry isn't just an alternative — it's a requirement for IML, in-mold decoration, and low-ceiling cells where top-entry robots cannot physically mount.
Yushin America's TSXA is the flagship IML platform, engineered for sub-3-second molding cycles with double-wing EOAT that simultaneously places a label and extracts the previous part in a single mold-open pass. The SXB covers mid-tier IML cells where that peak cycle speed isn't the priority.
End-of-Arm Tooling (EOAT): What Actually Contacts the Part
Robot type alone doesn't determine performance. The EOAT — grippers, suction cups, custom fixtures — that contacts the molded part must be matched to part geometry, material, temperature, and fragility.
Key considerations for EOAT selection:
- Part weight and geometry (determines gripper vs. vacuum approach)
- Surface temperature at ejection (affects cup material and dwell time)
- Insert or label handling requirements (dual-function tooling)
- Missing-part detection via vacuum sensing, fiber optics, or cylinder switches
Improper EOAT can damage parts, misplace inserts, or slow cycle times. Yushin America's EOAT engineering team designs custom tooling for these demands, including dual-function insert molding tools that load inserts on one side while extracting finished assemblies on the other. Documented weight reductions run up to 40% versus conventional designs.
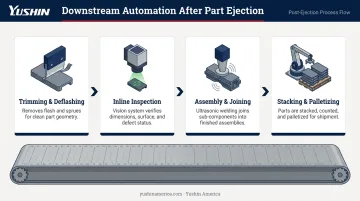
Post-Processing: Extending Automation Beyond the Mold
Once parts exit the molding machine, the automation opportunity doesn't stop. Most plants, however, revert to manual labor the moment parts hit the conveyor — and that's where downstream efficiency breaks down.
Downstream tasks robots handle effectively include:
- Trimming and deflashing parts to consistent cosmetic standards, eliminating operator variability
- Transferring parts to vision systems or measurement stations for inline inspection
- Joining multi-component assemblies via ultrasonic welding or mechanical fastening
- Stacking and palletizing finished goods for direct shipping readiness
Compact palletizing robots like Yushin America's PA Series (PA-20 and PA-40, rated at 420 boxes/hour) carry parts from ejection through pallet building without operator intervention. In documented cases, automation cells at plants like Viking Plastics have targeted 8–12+ hours of independent operation, with Eclipse box-filling stations running up to 16 hours unsupervised.
For facilities running multiple presses across multiple shifts, downstream automation is often what separates a true lights-out cell from a semi-attended one.
Key Factors to Consider Before Automating
Production and Machine Compatibility
- Part mix and volume — high-volume single-part runs yield the fastest ROI; high-mix, low-volume runs require more flexible, reprogrammable systems
- Press compatibility — verify tie-bar spacing, platen dimensions, and machine controller interface before purchasing a robot
- Workflow mapping — identify all automation touchpoints, not just machine tending
Robot Selection Criteria
Evaluate each robot on:
- Payload capacity — weight of the part plus EOAT combined
- Reach — distance the robot must travel into the mold space
- Traverse speed — must match or beat the machine's cycle time
- Controller quality — programming interface, recipe memory, and downstream integration capability
Testing and Integration Time
Don't rush to production. Cycle timing, hot-part temperature management, and EOAT fine-tuning all require iterative adjustment before go-live.
Skipping thorough testing leads to rejects, jams, and lost ROI — the costs automation was purchased to eliminate.
Choosing the Right Injection Molding Automation Partner
Selecting a robot is a long-term operational commitment, not a hardware transaction. Evaluate suppliers on:
- Injection molding specialization — general industrial robot vendors don't carry the application-specific knowledge that dedicated plastics automation specialists develop over decades
- After-sales service depth — how fast a technician answers the phone and how quickly parts ship directly determines your uptime when something goes wrong
- Proven track record — request documented deployments in your specific application type, not just general industry references
Yushin America has focused exclusively on injection molding automation for over 50 years, with a product line spanning standard servo take-out robots through large-tonnage systems and compact palletizers. Their U.S.-based service network covers 24/7/365 phone support, on-site technicians across all regions, and predictive maintenance built into the robot systems.

The YC Email Notification Module — available as a new installation or retrofit on existing YC/YCII robots — takes this further for lights-out operation. It sends real-time email alerts on fault conditions to any device, so problems surface immediately without anyone on the floor having to catch them.
Frequently Asked Questions
How much do injection molding automation robots cost?
Robot costs vary by type, speed, and axis count — entry-level sprue pickers start lower, while high-speed or multi-axis systems for complex applications run higher. In most high-volume operations, measurable reductions in labor, scrap, and downtime offset the investment within one to two years.
What is a take-out robot in injection molding?
A take-out robot enters the mold space after part ejection, grips or vacuums the finished part, and deposits it downstream — automating the most repetitive task in the molding cycle. It executes the same motion path and timing every shot, eliminating variability from manual part removal.
What is the difference between a Cartesian robot and a six-axis robot for injection molding?
Cartesian robots move along three linear axes — fast, reliable, and ideal for standard part removal. Six-axis robots add full rotational flexibility for complex tasks like overmolding transfers or assembly, but at higher cost and with more involved programming.
Can injection molding robots be integrated with existing machines?
Most modern take-out and Cartesian robots can be connected with existing injection molding machines via standard signal connections. Compatibility should be confirmed by checking tie-bar spacing, platen dimensions, and the machine's I/O interface before purchase — something Yushin America's applications team can walk through before you commit to a purchase.
How long does it take to see ROI from injection molding automation?
High-volume operations running multiple shifts typically target payback within one to two years through labor cost reduction, increased uptime, lower scrap rates, and the ability to run lights-out production without added staffing.
What is lights-out manufacturing in injection molding?
Lights-out manufacturing is fully automated production that runs without human operators — typically overnight or on weekends. It requires take-out robots, downstream automation (conveyors, palletizers), and monitoring systems that alert personnel to faults remotely, maximizing machine utilization without added labor cost.