
Introduction
Manufacturers running high-volume injection molding operations face a familiar set of pressures: cycle times that need to shrink, labor costs that keep climbing, and quality standards that don't budge.
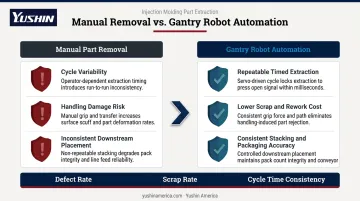
Manual part removal introduces variability that compounds across thousands of cycles per shift — inconsistent handling, slower extraction, and a higher risk of defects or operator injury.
Gantry robots address these problems directly.
Their overhead structure, programmable axes, and end-of-arm tooling flexibility make them well-suited for the repetitive, high-frequency demands of injection molding — and their measurable impact shows up in production outcomes, not just on spec sheets.
This article covers where gantry robots are applied, why their advantages translate into day-to-day results, and what manufacturers stand to lose in cycle time, consistency, and competitive output by delaying automation.
Key Takeaways
- Gantry robots move along X, Y, and Z axes from an overhead frame — freeing floor space while covering large work envelopes
- Their linear axis design delivers consistent positioning accuracy across every cycle, reducing defects from improper part handling
- Injection molding part removal is one of the most demanding and highest-frequency gantry applications in plastics manufacturing
- Manual material handling drives over 500,000 musculoskeletal disorder cases annually (NIOSH); gantry automation cuts workers' direct exposure
- Scalable EOAT and recipe portability let manufacturers retool existing systems for new products — no robot replacement needed
What Is a Gantry Robot?
A gantry robot is an industrial robot with its arm mounted on an overhead rail or frame structure, moving along three linear axes — X (traverse), Y (horizontal reach), and Z (vertical). The International Federation of Robotics classifies these as Cartesian robots: defined by three prismatic joints whose axes form a Cartesian coordinate system.
That overhead mounting is what sets gantry robots apart from articulated or SCARA robots. Suspended above the work area rather than sitting within it, a gantry robot keeps the floor clear and can span distances that floor-mounted alternatives cannot efficiently cover.
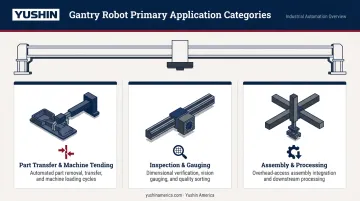
Gantry robots exist to solve a specific production problem: moving, placing, inspecting, or processing parts with the repeatability and speed that manual or floor-mounted alternatives cannot sustain at scale. That functional purpose shapes every application covered in the sections below:
- Part transfer and machine tending — consistent pick-and-place across large work envelopes
- Inspection and gauging — repeatable positioning over a fixed coordinate grid
- Assembly and processing — overhead access without interfering with tooling or fixtures below
Key Applications of Gantry Robots in Manufacturing
Gantry robots aren't general-purpose machines. Their overhead structure, large work envelope, and programmable axes make them particularly well-suited for applications where precision, reach, and repetition matter most.
Material Handling and Palletizing
Gantry robots handle picking, placing, stacking, and transferring parts or materials across areas too large for floor-mounted robots to cover efficiently. Common use cases include:
- Loading and unloading CNC machines and conveyors
- Transferring parts between workstations without floor-layout reconfiguration
- Palletizing finished goods at end-of-line stations
The overhead mounting position gives the robot an unobstructed path above the workspace, allowing workers, conveyors, and equipment to operate below without interference. IFR's 2024 data reports handling as the largest robot application globally, with approximately 280,000 installations in 2023 — a figure that includes machine tending, transfer, palletizing, and take-out operations.
Injection Molding Part Removal (Take-Out)
In plastic injection molding, gantry-style take-out robots are positioned above the mold and remove parts immediately after each shot. This eliminates manual part extraction, reduces mold-open time, and prevents handling damage that causes scrap.
These systems run thousands of cycles per shift with no tolerance for timing errors or misplaced parts — making cycle consistency and positioning accuracy non-negotiable. Purpose-built take-out robots address this directly: Yushin America's servo-driven lineup spans the standard YD/YD2 Series for general-purpose cells up to the HSA and TSXA for sub-5-second and sub-3-second packaging cycles, each built for the speed and repeatability high-volume injection molding demands.
Assembly, Welding, and Inspection
Beyond material movement, gantry robots support several process tasks:
- Component placement in assembly lines requiring controlled positioning over large workpieces
- Spot and arc welding on structures too large for floor-mounted cells
- Quality inspection using cameras or sensors mounted on the end-of-arm — benefiting from the robot's ability to cover the full workspace from above
Key Advantages of Gantry Robots
These advantages focus on measurable outcomes — the numbers plant managers and engineers can actually track.
High Precision and Repeatability at Speed
Gantry robots achieve consistent positioning accuracy across every cycle because their linear axes constrain movement to defined paths. Unlike articulated robots with rotary joints, there's no joint-angle variability accumulating through the kinematic chain. In injection molding, this matters because part removal timing and placement directly affect cycle time and part quality.
- Repeatable, accurately timed part removal prevents flash, warping, and short shots caused by parts sitting in the mold too long or being jarred during extraction
- Fewer defective parts mean lower scrap material costs, less rework labor, and higher yield per machine hour
- Consistent downstream placement improves inspection, stacking, and packaging accuracy
KPIs impacted: defect rate, scrap rate, parts-per-hour yield, cycle time consistency, customer return rate
In high-volume, tight-tolerance applications — medical device components, automotive parts, thin-wall plastic housings — even minor inconsistencies compound across thousands of cycles per shift. Yushin's RC-SE is specifically engineered for cells where cosmetic tolerance or label-registration accuracy is the binding constraint, with a stiffer frame and finer motion-control resolution than standard high-speed platforms.
Overhead Mounting Frees Floor Space and Expands Work Envelope
Because gantry robots are suspended from an overhead rail system, they occupy no floor space within the work area. In plants where multiple injection molding machines operate in tight rows, this is a practical advantage.
- Floor-mounted robots require safety fencing and clearance zones that consume usable square footage
- Overhead gantry systems allow workers, conveyors, and equipment to operate below without rearranging the layout
- Freed floor space can accommodate additional machinery, storage, or workflow lanes
With U.S. industrial asking rates averaging $10.34 per sq ft as of Q1 2026, every square foot recovered from robot clearance zones has a real dollar value. Multiply saved area by local rent or opportunity cost to quantify the benefit for a specific facility.
KPIs impacted: floor utilization rate, production density per square foot, facility expansion costs avoided, layout reconfiguration frequency
For plants weighing expansion against relocation, recovered floor space can often justify the automation investment before speed or defect savings are even factored in.
Scalability and End-of-Arm Tooling Flexibility
Gantry robots can be scaled in axis length, payload capacity, and speed to match the application — from compact pick-and-place systems to large-span material handling gantries. Yushin's portfolio covers this range: from the YD-0310 Servo Picker handling 1–3 kg parts on 30–150 ton presses, up to the MKA-2000S carrying 30–80+ kg payloads on machines up to 3,000 tons.
Beyond scale, end-of-arm tooling can be reconfigured — grippers, suction cups, double-wing IML tooling — to support multiple product lines or part geometries without replacing the robot itself.
- Changing tooling is faster and less costly than replacing automation — especially when a plant runs mixed-product lines or introduces new molds
- Recipe portability across Yushin's controller platform means operators familiar with one model don't need retraining when switching to another
- Systems sized correctly for today's volume can be retooled or extended rather than replaced when product lines shift
KPIs impacted: capital expenditure per unit produced, changeover time, system uptime, automation ROI timeline
Manufacturers running mixed-product lines, seasonal volumes, or near-term product introductions get the most from this flexibility — the automation investment extends across programs rather than being tied to a single part.
What Happens Without Gantry Automation
Plants that rely on manual part handling in high-volume injection molding face a compounding set of operational problems — and each one gets harder to recover from as volume scales.
- Cycle times vary between operators and shifts, making it difficult to hit production targets or forecast output consistently
- Injection-molded parts are prone to handling damage, flash, and improper cooling during manual extraction — each defective part adds material and labor cost
- NIOSH reports that manual material handling contributes to over 500,000 musculoskeletal disorder cases annually, with back and shoulder strain from repetitive lifting among the primary causes — a direct risk in manual part extraction
- Hiring more headcount to meet volume demands scales cost linearly while adding quality variability, compressing margins without improving throughput
- Automated competitors running tighter cycles and lower scrap rates can undercut on price while maintaining yield — a gap that widens the longer automation is deferred
Getting the Most Value from Gantry Robots
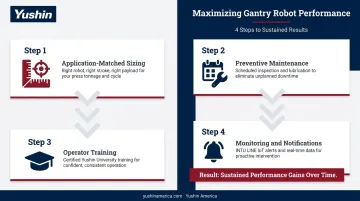
Gantry robots deliver their strongest returns when matched precisely to the application — the right axis configuration, payload rating, and end-of-arm tooling for the specific part geometry and production speed. Under-specifying or over-specifying a system both reduce returns.
Factors that separate high-performing deployments from underperforming ones:
- Application-matched sizing — Choose the robot tier that fits your cycle time target, not the cheapest option that technically fits
- Consistent preventive maintenance — Periodic performance reviews and scheduled service prevent gradual cycle time degradation and unexpected downtime
- Operator training — Yushin University offers online, self-paced courses covering robot operation, programming, and mode selection, so production teams stay current without disrupting shifts
- Monitoring and notification systems — The YC Email Notification Module sends automated alerts when a robot alarm fires during unattended runs, enabling lights-out production across overnight and weekend shifts
Yushin America's application engineering team has spent 50+ years working through cell configurations and failure modes across automotive, medical, packaging, and consumer goods molding. That accumulated experience shows up in how systems get specified — and in how they hold their performance gains over years, not just at initial startup.
Frequently Asked Questions
How does a gantry robot work?
A gantry robot uses servo motors and actuators to move a robotic arm along three linear axes (X, Y, Z) within an overhead frame structure. A control system programs the motion path, and an end effector (gripper, suction cup, or other tooling) performs the specific task at the target position.
How is a gantry robot different from SCARA or articulated robots?
Gantry robots share linear-axis motion with Cartesian robots but are distinguished by overhead mounting and dual-end support that spans large work areas. SCARA robots handle fast, compact assembly using rotary and linear joints. Articulated robots offer flexible reach but demand floor space and clearance zones that overhead gantry systems eliminate.
What industries benefit most from gantry robots?
Plastics and injection molding, automotive, aerospace, electronics assembly, food and beverage, and logistics are among the heaviest adopters. Any high-volume, repetitive manufacturing environment with consistent part geometries and defined work envelopes is a strong candidate.
What are the main advantages of gantry robots in injection molding?
Gantry robots reduce scrap rates, increase throughput, and improve operator safety by automating part removal directly from above the mold. Precise, repeatable timing eliminates cycle variability, and systems can handle insert loading or sprue removal without any operator intervention.
Can gantry robots support lights-out manufacturing?
Yes. Gantry robots are well-suited for lights-out operations when paired with monitoring and notification systems. Their consistent, programmed motion doesn't require per-cycle operator oversight — systems like Yushin's YC Email Notification Module alert supervisors remotely if an alarm occurs, enabling unattended overnight and weekend production runs.
How much weight can a gantry robot lift?
Payload capacity varies widely. Compact take-out robots like the YD-0310 Servo Picker handle 1–3 kg, while heavy-duty systems like the MKA-2000S reach 80+ kg for presses up to 3,000 tons. The right sizing depends on part weight, end effector, and required cycle speed.


