But "widely used" doesn't mean "always the right choice." Injection molding carries real trade-offs: significant upfront tooling costs, long initial lead times, and design constraints that can catch manufacturers off guard if they haven't done their homework.
This guide breaks down the key advantages and disadvantages of injection molding, identifies when the economics actually work in your favor, and explains how automation amplifies the process's core strengths.
Key Takeaways
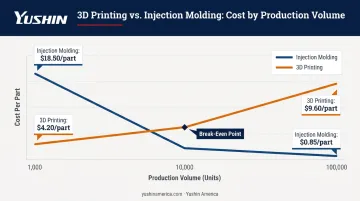
- Injection molding delivers its lowest per-part costs at high production volumes
- The process achieves tight tolerances and complex geometries that alternatives like 3D printing can't match at scale
- High upfront tooling costs and lead times make it impractical for low-volume or prototype runs
- Automotive, medical, and consumer electronics manufacturers are natural fits due to volume and precision requirements
- Yushin America take-out robots reduce cycle times and enable lights-out production — capturing more of injection molding's speed and consistency advantages
Key Advantages of Injection Molding
Injection molding's advantages compound on each other. Faster cycles mean higher output; higher output spreads tooling costs across more parts; consistent tooling produces consistent parts. The process becomes more economically compelling the further production scale grows.
High-Output Production with Consistent Quality
Cycle times in injection molding vary based on part thickness, material, and tool design, but the numbers are fast. ENGEL documented a 3.0-second total cycle for 125ml rPET containers using motion optimization. High-performance thin-wall packaging lines regularly hit 6-second cycles, with fill times under 0.25 seconds for the injection phase itself.
Multi-cavity tooling multiplies output further. Husky's PET preform molds run from 2 to 200 cavities; StackTeck produces thin-wall container tooling with up to 64 cavities per cycle. At those cavity counts, even a moderate cycle time produces an enormous number of parts per shift.
The consistency benefit is equally important. Every part comes from the same mold, under the same process parameters, producing output that is essentially identical across millions of cycles — a critical requirement in medical device manufacturing and automotive supply chains.
Low Cost Per Part at Scale
The economy of injection molding is rooted in tooling amortization. The mold itself is expensive. The per-part cost once that mold is running is not.
Aluminum tooling for medium-volume runs — roughly 1,000 to 5,000 units — can range from $2,000 to $5,000 according to Formlabs. Steel production tooling suited to 1 million or more cycles typically starts at $50,000 or higher. Spread $50,000 across one million parts and tooling represents $0.05 per part — a cost that alternatives like CNC machining or 3D printing cannot touch at that volume.
A concrete example from Formlabs' 2024 "Race to 1000 Parts" comparison: 1,000 outsourced injection molded parts cost $3,920 versus $600 for in-house 3D printing. At 1,000 units, 3D printing wins on cost. Push that run to 100,000 units, and the math flips decisively in injection molding's favor.
Design Precision and Complexity
High injection pressures force molten plastic into every corner of the mold cavity. The result is the ability to produce intricate geometries, fine surface details, and thin walls — down to 0.5mm in engineering-grade resins — that would be difficult or impossible to achieve through other methods.
On tolerances: Fictiv cites ±0.025mm as achievable for tight applications like medical components. Protolabs places finished-part resin tolerances at no less than ±0.002 inches per inch.
Extensive Material and Color Flexibility
Hundreds of plastic resins are compatible with injection molding — thermoplastics, thermoplastic elastomers (TPEs), engineered blends, and specialty compounds. Manufacturers can select materials optimized for:
- Chemical resistance — for medical or industrial applications
- High heat tolerance — for automotive under-hood components
- Flexibility — for seals, grips, and overmolded parts
- Structural rigidity — for housings and load-bearing brackets
Surface finish and color are handled at the mold level. Protolabs lists eight surface finish options for aluminum molds, from matte to high gloss to custom texture — all transferred directly to parts during molding without secondary operations.
Minimal Waste and Sustainability Potential
Injection molding is a near-net-shape process. Unlike CNC machining, which removes material from a block, injection molding adds only what the part requires. Sprues and runners — the only real scrap generated — can be reground and blended back into the material stream, according to UL Prospector's guidance on regrind practices.
For high-volume producers, this creates both a cost advantage (less virgin resin consumed) and a sustainability argument as environmental performance becomes a standard item in procurement criteria.
Key Disadvantages of Injection Molding
Injection molding's disadvantages are real — and most come down to two things: upfront cost and upfront planning. Knowing where those friction points are helps you decide when the process makes sense and when it doesn't.
High Upfront Tooling Costs
Before a single production part is made, the mold must be designed, engineered, and fabricated. That investment is front-loaded and non-negotiable.
| Tooling Type | Approximate Cost | Suited For |
|---|---|---|
| Aluminum mold | $2,000–$10,000 | 1,000–10,000 cycles |
| Mid-complexity steel | Up to $50,000 | Moderate production volumes |
| Production steel | $50,000–$100,000+ | 1 million+ cycles |
For manufacturers with uncertain demand, limited capital, or one-off requirements, this creates a significant barrier. The tooling cost exists whether you run 500 parts or 500,000.
Long Initial Lead Times
Tooling doesn't appear overnight. From design sign-off to first production parts, injection molding typically requires 2 to 6+ weeks — and complex tools can take longer. Compare that to CNC machining at 1–10 days, or 3D printing at hours to a few days for prototypes.
Rapid-tooling services have compressed this window in some cases (Xometry advertises as few as 5 business days for prototype injection molding), but those are service-specific exceptions with their own constraints.
For product launches with tight timelines, this lead time is real and must be built into the project schedule from the start.
Design Constraints Require Careful Upfront Planning
Injection molding imposes design rules that must be respected before tooling is finalized. Get them wrong, and fixing the mold after it's cut is expensive and slow.
Key design requirements include:
- Uniform wall thickness — non-uniform walls cause warping and dimensional problems (DuPont)
- Draft angles — SABIC recommends 2–3° per side to allow clean part ejection
- Gate placement — gate thickness should be at least 50–75% of adjacent wall thickness
- Avoiding deep undercuts — undercuts require sliding side-actions that add tooling complexity and cost
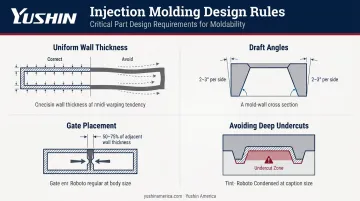
Fictiv notes that even a small tooling change after the mold is cut can take several days and cost hundreds of dollars. A Design for Manufacturability (DfM) review before tooling sign-off catches those problems early — when changes cost time, not money.
Not Cost-Effective for Small Production Runs
The economics only favor injection molding above a certain volume threshold — and that threshold depends on part complexity, material, and tooling type.
At 1,000 parts, outsourced injection molding can cost nearly seven times more than in-house 3D printing (Formlabs, 2024). That gap narrows as volume climbs — but only above a meaningful threshold.
Protolabs positions 3D printing for 1–50 parts, CNC machining for 1–200+ parts, and injection molding for 25–10,000+ parts. Below a few thousand units for most applications, the fixed tooling cost spread across too few parts makes per-unit economics unfavorable.
Size and Geometry Limitations
Physical constraints exist on both ends of the size spectrum:
- Very large parts require large-tonnage presses with equally large (and expensive) molds. ENGEL's largest machine reaches 110,000 kN of clamping force — capable of parts over 2.5m² — but at a scale that is cost-prohibitive for most applications
- Severe undercuts and highly constrained geometries may be better served by CNC machining or casting, even if injection molding could theoretically produce them
- Metal components are outside injection molding's scope entirely; aluminum die casting or CNC machining are the appropriate processes
When Is Injection Molding the Right Choice?
Injection molding becomes economically compelling once production runs reach into the thousands, and it's the clear choice at tens of thousands and above. Protolabs' process selector positions it at 25 to 10,000+ parts — but the economics shift dramatically once you're consistently above that 10,000-unit threshold.
Industries where injection molding is the natural fit:
- Automotive — held a 28.9% share of the injection molding machine market in 2025 (Grand View Research); bumpers, interior panels, and structural connectors demand tight tolerances at high volume
- Medical devices — syringes, housings, and micro-components require precision and volume consistency; the segment was projected to grow at 5.7% CAGR through 2030
- Consumer electronics — casings, buttons, brackets, and connectors benefit from injection molding's ability to hold tight tolerances across millions of identical parts
- Consumer goods — packaging, appliance components, and toys where cost-per-part and throughput are the primary drivers

How does it compare to alternatives?
| Process | Best For | Weakness vs. Injection Molding |
|---|---|---|
| 3D printing | Prototypes, custom low-volume | High per-part cost at volume; slower throughput |
| CNC machining | Precision metal/plastic, low runs | No cost-effective path to mass production |
| Injection molding | High-volume plastic parts | High upfront cost; impractical for small runs |
How Automation Maximizes Injection Molding Performance
Injection molding's cycle times are already fast. Manual part removal between cycles is where efficiency erodes. An operator working a 6-second packaging cycle cannot keep pace — and every second of extended mold-open time is lost throughput.
Automated take-out robots eliminate that bottleneck. They remove molded parts immediately and consistently at the end of each cycle, without variation, without fatigue, and without the handling damage that manual extraction introduces into high-cavitation runs.
Yushin America's Role in Injection Molding Automation
Yushin America has been building purpose-built take-out robots for plastic injection molding environments for over 50 years. Their lineup spans the full spectrum of molding applications:
- HST Series — tuned for sub-10-second packaging cycles; demonstrated 0.5-second part extraction on a sub-4.0-second overall cycle at NPE
- HSA and TSXA Series — engineered for sub-5-second and sub-3-second IML packaging cycles respectively, where every fraction of a second of chase time directly impacts cost-per-part
- FRA Series — flagship high-end robots with Active Vibration Control, which prevents vibration-induced stops during high-speed cycles with heavy EOAT — particularly valuable in configurations with extended vertical arms
- MKA-2000S — large take-out robot for 800–3,000-ton presses, handling automotive bumper fascias and structural components with payloads up to 80+ kg

Lights-Out Manufacturing Through Integration
Part extraction is only the starting point. A fully integrated cell — take-out robot, sprue grinder, conveyor, vision system, and PA Series palletizer — creates an uninterrupted part-to-pallet workflow with no operator presence required.
The FRA Series includes Yushin's INTU LINE IoT service at no additional cost: a cloud-based monitoring system that tracks cycle times, uptime ratios, production counts, and error logs from any smartphone or PC.
When a fault occurs during an unattended overnight shift, the system automatically shares error data with Yushin's technical team for faster diagnosis — no one needs to be on the production floor.
For facilities running YC/YCII series robots, the YC Email Notification Module supports up to 8 programmable error notifications — covering take-out failures, downstream errors, conveyor-full alerts, and E-stop events — delivered to any Windows device or mobile phone. Production can continue running in certain error scenarios while the right personnel are simultaneously notified.
Together, these capabilities let facilities run unattended overnight shifts at full capacity — adding production hours without adding headcount.
Frequently Asked Questions
What are the advantages of injection molding?
Injection molding delivers fast cycle times, low per-part costs at high volumes, and the ability to produce complex geometries with tight tolerances. It's also compatible with hundreds of materials and finishes, with minimal waste through regrind reuse. These advantages compound most strongly at production volumes in the thousands and above.
What is injection molding best suited for?
It's best suited for high-volume production of complex plastic parts where per-unit cost and dimensional consistency are critical. Automotive components, medical devices, consumer electronics housings, and consumer goods packaging are the most common and cost-effective applications.
What are the main disadvantages of injection molding?
The primary drawbacks are high upfront tooling costs (aluminum molds from $2,000; steel production molds from $50,000+), lead times of 2–6+ weeks before first parts are produced, design constraints that must be resolved before tooling is finalized, and poor economics for production runs below a few thousand units.
How does injection molding compare to 3D printing or CNC machining?
Injection molding outperforms both on per-part cost and throughput once volumes reach the thousands. 3D printing wins for prototypes and customized low-volume runs; CNC machining suits precision metal or low-run plastic parts. The higher the volume, the stronger injection molding's economic advantage becomes.
How can manufacturers reduce injection molding costs?
Several strategies can meaningfully reduce costs. Invest in a DfM review before tooling is cut, use aluminum molds for medium-volume runs, and consolidate multiple features into a single molded part to eliminate assembly steps. Integrating take-out automation also cuts cycle time and per-part labor cost at scale.


