Introduction
Injection molding take-out robots run 24 hours a day, seven days a week, executing the same pick-and-place cycle hundreds of thousands of times per month. They are the backbone of plastic parts production — and when one fails without warning, the entire line stops.
Unplanned downtime is one of the most expensive problems in plastics manufacturing. Research from Vanson Bourne and ServiceMax puts the average cost of an unplanned outage at $260,000 per hour across manufacturing-adjacent industries, with the average incident lasting four hours. That adds up to over $1 million per event, before accounting for scrap, mold damage, or customer penalties.
The traditional response is either to wait for failure or to run fixed-interval maintenance schedules. Neither approach is built for the demands of modern high-cycle robotics.
What follows covers why those strategies fall short, what predictive maintenance actually involves in a robotics context, the specific failure modes worth monitoring, a practical implementation roadmap, and the business case for making the shift.
Key Takeaways:
- Reactive and calendar-based maintenance both fail high-cycle take-out robots differently
- Predictive maintenance triggers interventions from real-time condition data, not elapsed time
- Five failure modes drive most unplanned robot downtime and all are detectable early
- A tiered implementation approach keeps the investment manageable for any fleet size
- Real-time alert systems connect condition monitoring directly to lights-out operation
Why Reactive and Scheduled Maintenance Fall Short in Robotics
The Cost of Waiting for Failure
Reactive maintenance — fixing something after it breaks — is the default at too many facilities. NIST reports that average machinery maintenance is 45.7% reactive, and a Plant Engineering survey found 51% of facilities still use run-to-failure as a strategy.
For injection molding robots, that approach is particularly expensive. A single unplanned stop on a take-out robot does not just affect the robot — it stops the press, halts downstream automation, and often requires manual intervention to clear the mold before production can resume. Industry estimates put injection molding press downtime costs at $1,000–$3,000 per hour once labor, scrap, and missed throughput are factored in.
Why Fixed Schedules Miss the Mark
Calendar-based preventive maintenance sounds disciplined, but it does not match how robots actually degrade. A take-out robot running 1,000 cycles per hour accumulates wear based on cycles, loads, and operating temperatures — not the date on a service calendar.
Fixed-interval PM creates two problems:
- Over-servicing — replacing components that still have significant life remaining, wasting parts and labor
- Under-servicing — missing early-stage wear that develops faster than the schedule anticipated, especially during demanding production runs
A robot running a demanding 96-cavity packaging tool degrades at a much faster rate than the same model running a simple 2-cavity automotive bracket. A single PM interval cannot serve both.
The Disappearing Expertise Problem
Experienced maintenance technicians who could "read" a robot's health through sound, vibration, and feel are retiring. That institutional knowledge does not transfer automatically to newer staff. Fixed schedules cannot fill the gap — they can only tell a technician when to look, not what they are looking at or what condition they should expect to find.
What's needed is a system that continuously monitors real operating conditions and surfaces early warning signals — regardless of who is on the floor.
What Makes Predictive Maintenance "New" in Robotics
From Time-Based to Condition-Based Triggers
The core shift in predictive maintenance (PdM) is simple in concept: instead of asking "is it time to service this robot?", the system asks "does this robot actually need service right now, and on which component?"
Condition-based maintenance uses real-time data from sensors and robot controllers to answer that question continuously — not just during scheduled inspection windows.
The Role of AI and Cycle-Aware Monitoring
Robotics PdM differs from standard rotating equipment monitoring in one critical way. A pump or motor runs at consistent speed and load — a fixed vibration threshold works reasonably well. A take-out robot changes speed, geometry, and payload constantly throughout every cycle. Static thresholds trigger constant false alarms.
Effective robot condition monitoring is cycle-aware: it analyzes data only during specific, repeatable program segments where normal behavior is well-defined. This means establishing what "normal" looks like during that specific motion — not averaging across all motions indiscriminately.
Research on industrial robot condition monitoring uses torque data to create a digital signature for a defined trajectory and load combination. That signature becomes the reference point for detecting drift.
AI and machine learning build on this by:
- Establishing a performance baseline (a "golden cycle" fingerprint) for each robot
- Continuously scanning for deviations — rising torque, positional drift, thermal anomalies — that develop gradually and fall below human detection between inspections
- Adjusting expected values based on what the robot is doing at the moment of measurement
Two Primary Data Sources
Capturing that kind of nuanced deviation requires two distinct data layers working together:
Internal controller data — torque, servo current, position error, and temperature that modern robot controllers already generate. Yushin's RC-SE high-end take-out robot, for example, includes a Torque Monitor and Log Display specifically for predictive maintenance support — capturing servo torque signatures that reveal early mechanical wear before it escalates.
External sensors — wireless vibration and temperature sensors on gearboxes, and acoustic emission sensors for early lubrication failure detection. These capture high-frequency signals that controller data alone cannot resolve.
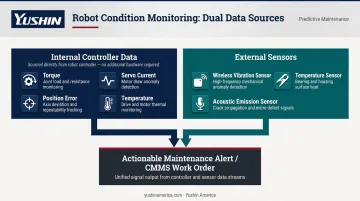
Output: Actionable Work Orders, Not Raw Data
A PdM system shouldn't hand a technician a dashboard of raw sensor readings. It generates a specific, actionable alert — ideally routed directly to a CMMS work order queue — that identifies the component, the likely fault mode, and the recommended action. That specificity is what converts sensor data into reduced downtime and planned repairs instead of emergency shutdowns.
Key Failure Modes to Monitor in Injection Molding Take-Out Robots
These five failure modes account for the majority of unplanned robot downtime in high-cycle molding environments. The right monitoring approach catches all five early.
Joint and Bearing Wear
Take-out robots execute a fixed pick-and-place cycle continuously. Joints accumulate mechanical wear at an accelerated but predictable rate. Monitoring torque and current demand at the joint level during a standardized cycle segment reveals rising friction long before the joint seizes or produces audible symptoms.
The P-F curve for bearings shows how much detection lead time each method provides:
| Detection Method | Lead Time Before Failure |
|---|---|
| Oil analysis | 6–12 months |
| Vibration analysis | 1–9 months |
| Infrared thermography | 1–4 weeks |
| Audible symptoms | Days to hours |

That gap separates a scheduled lubrication event from an emergency replacement.
Servo Motor Thermal Anomalies
Overheating servo motors are a leading precursor to failure. Common causes include:
- Lubrication breakdown
- Blocked airflow
- High ambient temperature
- Extended duty cycles under heavy load
Continuous thermal monitoring — via external sensors or internal motor temperature data — catches a rising heat trend before it crosses the damage threshold, triggering an inspection task rather than an emergency motor swap.
Cable and Harness Fatigue
Internal power and encoder cables flex millions of times over a robot's operational life. LAPP Robotics rates robot cable service life at 2–3 million cycles under demanding conditions. When cables begin to fail, the symptoms are intermittent: random encoder errors, unexplained stops, or communication faults that are difficult to trace.
The most effective approach is straightforward: track cumulative flex cycles against rated cable lifecycle and schedule replacement before failure becomes likely, rather than chasing intermittent faults after the fact.
Positional Accuracy (TCP) Drift
As joints, reducers, and belts wear, the robot's ability to repeat its programmed path degrades. In injection molding, positional drift means misplaced parts, product defects, or — in the worst case — the robot contacting the mold during the cycle. Monitoring repeatability metrics over time provides early warning of mechanical stiffness loss before a quality or safety incident forces a response.
Gripper and EOAT Degradation
End-of-arm tooling interacts directly with hot, freshly molded parts under significant repetitive load. Wear manifests as:
- Inconsistent gripping force or vacuum pressure
- Pneumatic pressure instability
- Subtle cycle-time deviations from part handling difficulty
Monitoring these signals catches EOAT degradation before it causes dropped parts, mold strikes, or a line of downstream rejects. Yushin custom EOAT is engineered for accuracy, repeatability, and durability in exactly these high-cycle conditions — but even well-designed tooling benefits from condition-based replacement rather than run-to-failure.
Building a Predictive Maintenance Program: A Practical Roadmap
Step 1 — Criticality Ranking
Not every robot in a facility warrants the same monitoring investment. A tiered approach focuses resources where they matter most:
| Tier | Robot Type | Monitoring Approach |
|---|---|---|
| Tier 1 | Bottleneck robots — failure stops the line | Full sensor + controller instrumentation |
| Tier 2 | Robots with redundancy or downstream buffer | Controller data only |
| Tier 3 | Non-critical positions | Standard scheduled PM intervals |
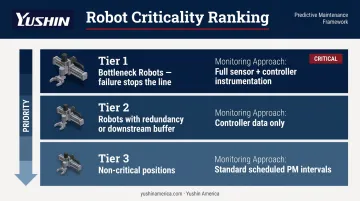
For a plant running Yushin FRA Series robots on critical packaging lines alongside YD Series units on secondary lines, this tiering directs the FRA cells toward full IoT and sensor coverage while the YD Series robots use their built-in predictive maintenance monitoring as the primary tool.
Step 2 — Establish a Golden Cycle Baseline
Before anomalies can be detected, "normal" must be defined. Select a known-healthy robot, identify a specific repeatable cycle segment, and record torque, current, vibration, and temperature data over 24–48 hours. This creates a fingerprint of healthy operation for that robot in that application.
Research on robot condition monitoring confirms that this trajectory-and-load-specific digital signature is the foundation of effective anomaly detection in non-stationary systems.
Step 3 — Select Monitoring Tools and Sensors
Prioritize tools that feed into a single platform rather than creating separate dashboards per robot. Key options include:
- Access controller data via OPC UA protocols — over 47 million installed automation products already use OPC client technology, making this a credible data pathway
- Mount wireless vibration and temperature sensors on gearboxes and joint housings
- Deploy acoustic emission sensors for early lubrication failure detection
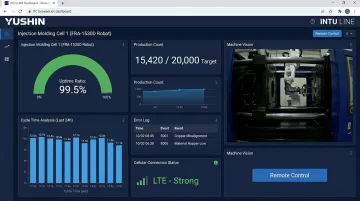
If your facility runs Yushin FRA Series robots, this data infrastructure is already built in. INTU LINE IoT comes standard, providing real-time access to production counts, cycle times, uptime ratios, error tallies, and short stoppage logs via cellular network — no LAN cable installation or IT integration required.
Step 4 — Set Dynamic Alert Thresholds
Fixed thresholds fail on robots because "normal" varies by move, payload, and robot pose. Modern AI-driven systems create context-aware envelopes that adjust expected values based on what the robot is doing at the time of measurement. Research from KU Leuven confirms that adding operational context — such as rotational speed — to anomaly detection models improves performance over static threshold approaches.
Step 5 — Integrate Alerts with Maintenance Workflows
Route alerts based on severity:
- Low severity — queue a work order in the CMMS for review at next planned downtime
- High severity — route to immediate supervisor notification with a prescribed action (not just a fault code)
The goal is directing a technician to a specific component with a specific recommendation — "Joint 2 torque rising 15% above baseline during vertical stroke — schedule lubrication sample" — rather than generating an alarm that requires further investigation first.
The Business Case: ROI and Benefits for Plastics Manufacturers
Uptime and OEE Protection
NIST research found that manufacturing establishments relying more on predictive maintenance than preventive maintenance had 15% less downtime and an 87% lower defect rate — meaningful benchmarks for framing the OEE impact on plastics processors.
Predictive maintenance protects all three OEE levers:
- Availability — fewer unplanned stops
- Performance — preventing micro-stops from thermal events or communication errors
- Quality — catching TCP drift before it causes misplacements or part defects

Smarter Spare Parts Inventory
PdM-forward facilities see 66% less inventory increases due to unplanned maintenance, according to the same NIST research. When failure is forecast rather than discovered after the fact, procurement shifts from stocking every conceivable failure part to ordering only the components that condition data flags as approaching end-of-life. That cuts carrying costs and frees up working capital tied to parts that may never be used.
Labor Reallocation
Average facilities spend 33 hours weekly on scheduled maintenance, according to Plant Engineering data. A functioning PdM program redirects much of that time away from routine inspection rounds — walking the floor looking for problems — toward targeted corrective work where condition data has already identified the specific component. For shops struggling to hire and retain experienced technicians, that reallocation matters.
Deferring Capital Expenditure
Poor maintenance strategies can reduce asset productive capacity by 5–20%, and unplanned downtime costs industries an estimated $50 billion annually, per Deloitte. Condition-based maintenance — replacing components at the right time rather than too early or too late — extends the productive life of capital equipment. Deferring a replacement cycle on a high-end take-out robot by even one or two years translates directly to the balance sheet.
Predictive Maintenance and the Path to Lights-Out Operation
Lights-out injection molding — running production with minimal or no on-floor personnel during off-hours — depends on one prerequisite: confidence that developing issues will surface as alerts before they become failures.
That confidence comes from real-time condition monitoring paired with reliable remote notification.
Plastics Technology has documented lights-out molding cells where robots remove parts and present them to vision systems for dimensional inspection, with no human presence required during the run. The operational model works because the technology is watching for problems — not someone walking the floor.
For Yushin customers, this infrastructure exists at the product level. The YC Email Notification Module was designed specifically for lights-out scenarios on YC/YCII Series robots: when a robot alarm triggers during unattended operation, the system automatically sends email alerts to any designated recipient — production managers, maintenance technicians, supervisors — on any device, with no one physically present required.
The module covers up to eight configurable error types, including:
- Take-out failures
- Part release errors
- Downstream faults
- E-stop events
The INTU LINE IoT service, included standard with every FRA Series robot, extends this capability — transmitting production data, cycle times, uptime ratios, and error logs via cellular network to any smartphone or PC, anywhere, anytime. When an error occurs, INTU LINE shares that data directly with Yushin's service team, enabling remote diagnosis without requiring an on-site visit.
Together, these tools shift maintenance from a reactive, floor-based activity into a remotely managed function — giving plastics processors running multi-shift or unattended operations a concrete answer to the question of who's watching the line.
Frequently Asked Questions
What is the difference between predictive maintenance and preventive maintenance in robotics?
Preventive maintenance runs on fixed time or usage schedules, servicing the robot whether it needs it or not. Predictive maintenance uses real-time condition data to trigger interventions only when actual degradation is detected, eliminating both over-servicing and under-servicing.
How often should take-out robots be inspected under a predictive maintenance program?
Predictive maintenance replaces fixed inspection intervals with continuous or high-frequency condition monitoring. Inspection becomes an automated, ongoing data collection process rather than a scheduled human task, though periodic physical checks remain part of the broader maintenance mix.
What are the most common failure points in injection molding take-out robots?
The primary failure modes are joint and bearing wear from high cycle accumulation, servo motor overheating, cable harness fatigue, positional accuracy drift, and EOAT degradation. Early detection of any of these prevents far more expensive downstream failures, including mold damage and production scrap.
What sensors are needed to implement predictive maintenance on a take-out robot?
Key inputs include internal controller data (torque, current, temperature) accessible via protocols like OPC UA. External wireless vibration and temperature sensors on gearboxes, plus acoustic emission sensors for lubrication monitoring, round out the picture. The right selection depends on criticality tier and existing infrastructure.
Can predictive maintenance support lights-out or unattended injection molding operations?
Yes. Predictive maintenance is a foundational enabler of lights-out operation. Real-time condition alerts notify maintenance staff of developing issues remotely, eliminating the dependency on on-floor personnel during off-hours production.
What ROI can a plastics plant expect from implementing predictive maintenance?
ROI comes from three areas: NIST benchmarks show PdM-forward facilities average 15% less unplanned downtime; condition-based component replacement extends robot asset life; and smarter parts management reduces emergency procurement costs. Results vary by facility size, robot criticality, and baseline maintenance maturity.