
Introduction
Picture a busy injection molding plant running overnight — no operators on the floor. A mold opens, and within half a second, a robot arm traverses into position, descends, grips eight freshly molded parts, retracts, and deposits them onto a conveyor before the mold closes for the next shot. That's multi-axis automation in practice.
Multi-axis robots have moved well beyond a novelty. The International Federation of Robotics reports 542,000 industrial robots installed globally in 2024, with an operational stock of 4.66 million units — up 9% year over year. Behind that growth is a simple reality: manufacturers need motion that matches task complexity.
This article covers what multi-axis robots are, how axes of movement translate to real capability, the main robot types, and where each configuration gets deployed — with a specific focus on injection molding and plastics manufacturing.
Key Takeaways:
- Each axis adds one independent direction of movement; more axes mean greater flexibility but higher cost
- 3-axis Cartesian robots dominate injection molding part extraction for speed, simplicity, and cost
- 6-axis articulated robots handle welding, complex assembly, and multi-angle approach tasks
- Choosing the right axis count means matching robot capability to task demand, not chasing higher numbers
- Vendors specializing in one process deliver faster installation and better outcomes than generalists
What Are Multi-Axis Robots?
A multi-axis robot is an automatically controlled, reprogrammable manipulator capable of movement in three or more independent directions — per ISO 8373:2021, the international robotics vocabulary standard. That standard draws a clean line between multi-axis systems and fixed or single-axis automation that can only move in one plane.
Axes vs. Degrees of Freedom
Each axis represents one direction of robot motion — either linear (moving along a straight path) or rotational (turning around a pivot point). Stacking multiple axes gives robots increasingly human-like range of motion.
ISO 8373:2021 specifically cautions against using "degrees of freedom" (DOF) interchangeably with "axes" — the two terms are easily confused in practice. In manufacturing contexts, "axes" is the precise term for describing robot motion capability. That distinction matters when specifying equipment, because axis count directly determines what tasks a robot can perform.
How Axis Count Maps to Task Complexity
Multi-axis robots typically range from 3 axes up to 7 or more:
- 3 axes — linear X, Y, Z movement; structured, repetitive tasks
- 4–5 axes — adds rotation for part reorientation and basic assembly
- 6 axes — full articulated dexterity; complex manufacturing tasks
- 7+ axes — extended workspace via linear track or base rotation
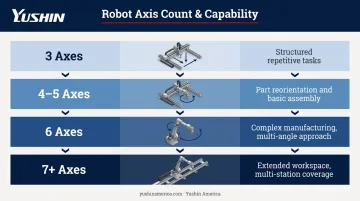
The axis count isn't a prestige ranking. It's a design choice. Adding axes increases task versatility — and also increases cost, programming complexity, and maintenance requirements. The right choice is the minimum axis count that the application actually demands.
Understanding Axes of Movement: From 3-Axis to 7+ Axis Robots
More axes expand what a robot can do. They also expand what the robot costs to buy, program, and maintain. That tradeoff should frame every axis-count decision a manufacturer makes.
3-Axis Robots: Linear Precision for Repetitive Tasks
Three-axis robots move along X, Y, and Z linear coordinates — side-to-side, forward-backward, and up-down. No rotation. No wrist tilt. Just fast, precise linear motion through a fixed work envelope.
For the right applications, that simplicity is an advantage:
- Pick-and-place from a fixed ejection point
- Part extraction from injection molds immediately after opening
- Packaging into trays, boxes, or conveyors
In injection molding environments, 3-axis Cartesian take-out robots are the dominant configuration. They enter the mold space on the traverse axis, descend to grip the part, and retract — completing the sequence in under a second on high-speed cells. Their advantages over higher-axis alternatives are concrete: simpler programming, lower purchase price, faster cycle times, and fewer mechanical points that require maintenance.
4- and 5-Axis Robots: Adding Rotational Capability
A 4th axis introduces rotation at the tool point — typically a wrist rotation that lets the robot reorient a part without repositioning the whole arm. Common applications include:
- Label application where the part must present a specific face
- Part flipping for downstream inspection or secondary operations
- Basic assembly tasks requiring a defined arrival orientation
A 5th axis adds further tilt, giving the robot something approaching what most people picture when they think of a "robot arm." Five-axis systems are common in machining and mid-complexity assembly where a 6-axis robot would be overkill.
6-Axis Robots: Full Articulated Dexterity
Six-axis articulated robots replicate the full range of a human arm: shoulder rotation, elbow bend, and three wrist rotations. The result is a robot that can approach any point in its workspace from virtually any angle.
Applications that demand this range of motion include:
- Arc and spot welding — reaching joint geometries inaccessible from a fixed angle
- Complex assembly — inserting components into deep recesses or at compound angles
- Painting and coating — following irregular surface contours
- Fine manipulation — tasks requiring controlled force and precise orientation
Industry procurement sources describe 6-axis articulated robots as one of the most common industrial robot types deployed across general manufacturing — a direct result of their ability to handle complex geometries that simpler configurations cannot reach.
7-Axis and Beyond: Extended Reach and Workspace
A 7th axis typically adds a linear track or base rotation that physically moves the robot arm through space. Instead of a fixed installation serving one workstation, the robot can travel along a rail to serve multiple presses, assembly stations, or palletizing positions.
In injection molding, this architecture appears in long-press automotive lines where a single robot services several large-tonnage machines, and in plants where floor space rules out installing multiple fixed units. Yushin's FRA Series pushes this further — configurable up to 8 axes — combining extended reach with active vibration control and IoT-connected monitoring for lights-out production cells.
Common Types of Multi-Axis Robots
Axis count tells you how many directions a robot can move. Robot type tells you the physical architecture that achieves that motion. The four main configurations each suit different task profiles:
| Robot Type | Architecture | Best For |
|---|---|---|
| Cartesian / Gantry | Three linear prismatic joints (X-Y-Z) | Structured, high-speed, repetitive tasks over a fixed envelope |
| SCARA | Two parallel rotary joints; compliant in one plane | High-speed planar assembly and pick-and-place |
| Articulated | Three or more rotary joints (typically 6-axis) | Welding, complex assembly, multi-angle approach tasks |
| Delta | Parallel closed-loop arm structure | High-speed, light-payload pick-and-place; food and pharma sorting |
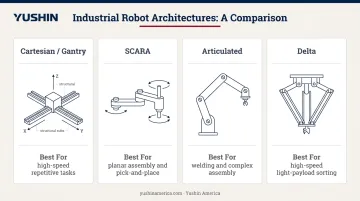
Cartesian and gantry-style robots dominate applications that demand speed, repeatability, and linear precision within a defined work envelope. In injection molding, this architecture underlies traverse take-out robots, where the controlled X-Y-Z motion removes parts from the mold in a precise, repeatable path every cycle. Their straightforward mechanics also translate to lower cost and easier maintenance compared to articulated alternatives.
SCARA and articulated robots see broader use in general assembly, electronics manufacturing, and welding, where multi-angle approach paths matter more than raw linear speed. Delta robots handle the opposite end of the spectrum: food packaging and pharmaceutical sorting lines where cycle rates and part volumes are extremely high but payloads are light.
Multi-Axis Robot Applications and Examples
Multi-axis robots now operate across every major manufacturing sector. The axis configuration chosen for each application reflects the complexity and dexterity the task actually requires.
Industrial Assembly and Manufacturing
Three- to 6-axis robots handle precise component placement, fastening, and sub-assembly on production lines. The consistency advantage over manual assembly is measurable: Assembly Magazine reports that manual visual inspection achieves 70–90% accuracy, while automated systems can achieve 100% online inspection rates at production speed. Robotic motion eliminates the fatigue-driven variability that causes defect rates to climb during long manual shifts.
Automotive Plastic Components
Injection molding robots are central to automotive plastic part production — bumpers, fascias, instrument panels, and interior trim. These large, complex parts require take-out robots with extended reach and high payload capacity to handle parts weighing 10–50 kg without distortion or surface damage.
Key requirements in automotive molding cells include:
- High payload capacity for large structural parts
- Precise extraction paths to avoid part damage on deep-draw tooling
- Synchronized downstream handling for trim, inspection, and stacking
Palletizing and Material Handling
Four- to 6-axis robots handle end-of-line palletizing — stacking finished products onto pallets in precise, stable patterns — and intra-facility transport. A survey from Packaging World found that 65% of consumer packaged goods companies planned to add automation or robotics to their packaging operations in 2025, reflecting the labor pressures driving adoption across industries.
For plastics manufacturers specifically, Yushin America's PA Series Compact Palletizing Robot (PA-20 and PA-40 models) is purpose-built for injection molding plant end-of-line needs. The PA-40 reaches 420 boxes per hour in a compact cantilever footprint — practical for plants where floor space is constrained and a full industrial palletizing cell isn't feasible.

Medical Device and Micromolding
Medical device injection molding demands the tightest tolerances in plastics manufacturing. Micro-components for drug delivery devices, surgical instruments, and microfluidics require robots that can extract parts weighing fractions of a gram without distortion — while maintaining clean-room compatibility.
Side-entry robot configurations are common here because they allow simultaneous mold access and downstream handoff without interrupting cycle time. Yushin America's SXC family (SXC, SXC-HS, SXC-HSY) is purpose-built for this: super-high-speed side-entry take-out for medical micro-components, electronics micro-connectors, and microfluidics applications where clean, repeatable extraction at high cavitation is non-negotiable.
Inspection and Quality Control
Multi-axis robots paired with vision systems or force sensors perform automated dimensional inspection, surface scanning, and defect detection. Manufacturer case data shows a 30% defect-rate reduction after implementing AI-assisted automated inspection, and machine vision systems enable 100% online inspection coverage at production speed.
Multi-Axis Robots in Injection Molding and Plastics Manufacturing
Injection molding is one of the highest-volume applications for multi-axis robots globally. The economics make the case: Plastics Technology reported that saving just 1 second on a 15-second, 8-cavity cycle can add roughly 1 million parts per year over 330 working days. Advanced robot controls can shave 10–15% from cycle time in a well-configured setup.
How a 3-Axis Take-Out Robot Works
The standard take-out robot for injection molding uses three Cartesian axes to extract parts immediately after mold opening. Using Yushin's YD/YD2 Series as a representative example, the motion sequence works as follows:
- Mold opens → IMM signals robot to enter
- Traverse axis moves the arm carriage horizontally into position over the mold cavity
- Kick axis extends the arm to the correct in-mold depth
- Vertical axis lowers the end-of-arm tooling onto the part
- EOAT activates (vacuum or gripper secures the part)
- Vertical axis retracts, lifting the part clear of the mold
- Kick-back retracts the arm from the mold zone
- Traverse returns the arm to the deposit position
- Part released onto conveyor or downstream station
- Robot returns to standby; mold closes for the next shot
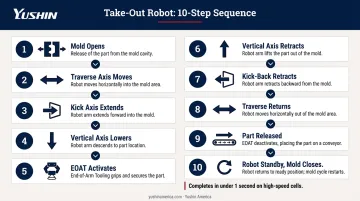
The entire sequence completes in under a second on high-speed cells. Yushin's topology-optimized robot frames — developed through joint research with Kyoto University — enable take-out cycle times up to 10% faster than predecessor designs by reducing moving component weight.
Why 3-Axis Is Often Preferred Over 6-Axis in Molding
For standard part extraction, a 3-axis Cartesian robot outperforms a 6-axis articulated robot on three practical dimensions:
- Linear servo motion moves faster than articulated joint sequencing for in-mold entry and exit
- Cartesian geometry holds positional accuracy without the cumulative joint tolerances of a multi-joint arm
- Fewer axes means lower purchase price, simpler programming, and fewer maintenance points
Engineers add axes only when the task genuinely requires them — such as complex part reorientation for downstream assembly, or multi-function cells combining part extraction with insert loading. Yushin's FRA Series, for example, supports up to 8 axes total when a servo wrist unit is added (5 robot axes + 3 wrist axes), enabling precise orientation of large automotive parts like bumper fascias and instrument panel substrates during extraction.
Supporting Lights-Out Production
Multi-axis take-out robots directly enable unattended production by eliminating manual part handling, ensuring consistent gate trimming, and maintaining cycle-to-cycle repeatability that human operators cannot sustain over long shifts.
Yushin's INTU LINE IoT system, included with FRA Series robots, connects the robot, molding machine, and auxiliary equipment to a cloud platform via cellular network — giving managers real-time visibility into cycle times, uptime ratios, and error logs from any smartphone, without on-site IT infrastructure. When an error occurs, the system automatically shares diagnostic data with Yushin's support team, enabling faster remote resolution.
What to Consider When Choosing a Multi-Axis Robot
Selecting the right robot comes down to matching the configuration to the application — not defaulting to the most capable option available.
Key Selection Criteria
- Degrees of freedom required — does the task need rotation, or is linear motion sufficient?
- Payload capacity — from 1–3 kg for micro-components to 80+ kg for large automotive parts
- Reach and work envelope — stroke lengths must cover the full part extraction or handling path
- Cycle time requirements — high-speed packaging cells demand sub-5-second capability; general-purpose molding cells have more flexibility
- Equipment compatibility — for injection molding, tie-bar spacing, platen size, and IMM tonnage determine which robot architectures physically fit and interface correctly
Cost and Complexity Tradeoffs
More axes cost more. A complete 6-axis robot project — including integration, end-of-arm tooling, safety equipment, and maintenance — can exceed $100,000 by the time the cell is running. Entry-level Cartesian systems start significantly lower, with basic 3-axis gantry robots available from a few thousand dollars for the hardware alone.
The practical rule: add axes only when the application demands that range of motion. A plant running standard part extraction from a horizontal press has no need for the articulated dexterity of a 6-axis robot — and paying for that capability doesn't improve outcomes. How far those cost tradeoffs stretch depends heavily on whether the vendor understands the specific application — not just the hardware.
Vendor Specialization Matters
General-purpose robot suppliers can provide capable hardware. But for industry-specific applications like plastics injection molding, the depth of application knowledge the vendor brings directly affects implementation success. Yushin America, with over 50 years focused exclusively on injection molding automation, designs robots around the specific demands of plastics processing. That focus shows in the details:
- IMM tonnage coverage from 50 ton through 3,000 ton across the full product line
- INTU LINE IoT for remote monitoring and lights-out cell management
- Yushin University for structured operator and technician training
- Purpose-built EOAT engineering for IML, insert molding, double-wing, and downstream integration

That depth of specialization compresses commissioning time — because the robot was designed for the application from the start, not adapted to it after the fact.
Frequently Asked Questions
What is the difference between a 3-axis and a 6-axis robot?
Three-axis robots move linearly along X, Y, and Z — ideal for structured, repetitive tasks like part extraction in injection molding where speed and simplicity matter most. Six-axis robots add three rotational joints, enabling approach from virtually any angle — suited for welding, complex assembly, and tasks where part geometry requires multi-directional access.
What is a 6-axis robot called?
Six-axis robots are most commonly called articulated robots or articulated arm robots, sometimes referred to as jointed-arm robots. SCARA robots share the multi-axis label but use a fundamentally different joint configuration and are considered a distinct category.
How much does a 6-axis robot arm cost?
A complete 6-axis robot project — covering the arm, integration, end-of-arm tooling, safety equipment, and maintenance — often exceeds $100,000. The bare robot arm price is substantially lower, but total installed cell cost is the relevant figure for budgeting purposes.
How many axes does a robot typically need for injection molding part removal?
Most injection molding take-out robots use 3 axes — traverse, vertical, and kick — covering the linear motions required for mold entry and part extraction at high speed. Additional axes are available for complex part orientation or downstream placement, but 3-axis handles the vast majority of standard extraction work.
What industries use multi-axis robots the most?
Automotive, electronics, plastics and injection molding, food and beverage, and medical devices are the heaviest users of multi-axis industrial robots — all driven by the need for precision, repeatability, and throughput across high-volume production runs.


