Introduction
Servo motors drive precision motion across industrial automation — from CNC machining centers and robotic arms to packaging lines and injection molding take-out robots. Wherever positional accuracy and cycle consistency directly affect output quality, servo motors are the default choice.
The market reflects this reality. According to Grand View Research's 2024 industry analysis, the global servo motor market was valued at USD 13.52 billion in 2024 and is projected to reach USD 20.13 billion by 2030 — a 6.9% CAGR driven by expanding adoption across motion-critical applications.
Despite this widespread use, how servo motors achieve that precision is often treated as a black box — leading to poor motor selection, misconfigured drives, and avoidable downtime. This guide covers the core mechanics of servo motors, how their closed-loop feedback systems work, and where that capability delivers the most value in injection molding automation and beyond.
Key Takeaways
- A servo motor is a precision electromechanical device that produces movement based on command inputs and continuous position feedback.
- Closed-loop control sets servos apart: the system continuously compares actual output to commanded values and self-corrects in real time.
- A command signal tells the motor where to move; the feedback device confirms it arrived at the right position.
- AC servo motors dominate demanding industrial environments; DC variants suit lower-power or cost-sensitive applications.
- Servo motors drive robotics, CNC machines, packaging lines, and injection molding take-out robots — all applications where repeatable motion determines part quality.
What Is a Servo Motor?
A servo motor is an electromechanical device that produces torque and velocity as commanded, with a built-in feedback mechanism enabling precise, real-time control over position, speed, and acceleration. Unlike a standard motor that simply spins when energized, the servo motor continuously monitors and corrects its own output.
Standard motors lack any self-correction capability. In applications where positional accuracy, cycle repeatability, or load consistency is critical, uncontrolled rotation creates yield loss, mechanical stress, and safety risk. The servo motor exists to solve that problem.
The Three-Part System
A servo motor is not a self-contained standalone actuator. It's one element in a servo system made up of three interdependent components:
- Motor: converts electrical energy into mechanical motion
- Feedback device: an encoder, resolver, or potentiometer that monitors actual output in real time
- Servo drive / amplifier: compares the commanded position against actual position and corrects the difference
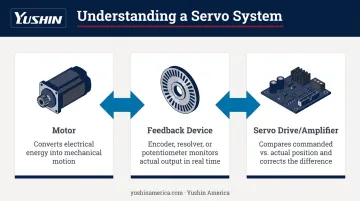
Understanding this structure explains why servo motors behave the way they do — and why selecting the right drive and feedback device matters as much as the motor itself.
Servo motors come in two primary categories: AC servo motors, suited for high-current industrial environments requiring sustained torque, and DC servo motors, more common in lower-power applications. The choice between them has real consequences for performance — covered in detail in the types section below.
How Does a Servo Motor Work?
Servo motor operation follows a defined sequence, from signal receipt to mechanical output, with a continuous feedback loop running throughout. Each stage has a distinct function that contributes to the defining characteristic: precision under load.
Receiving the Command Signal
The process begins when a controller (PLC, microcontroller, or motion controller) sends a command to the servo. For smaller positional servos, this is typically a PWM (Pulse Width Modulation) signal, where pulse width encodes the commanded position. A 1.5ms pulse commonly corresponds to the neutral position (90°), with shorter or longer pulses directing movement in either direction.
This signal must be sent repeatedly — typically every 20ms — to instruct the motor to hold or move. It's not a one-shot command; it's a continuous instruction.
Industrial servo drives used in environments like CNC machining and injection molding automation typically receive commands through pulse train, analog voltage, or fieldbus networks (EtherCAT, CANopen) rather than hobby-style PWM. That distinction matters when configuring industrial motion control systems.
Core Mechanical Operation
When the signal is received, the servo controller interprets the command and delivers appropriate voltage and current to the internal motor. The motor drives a gearbox that reduces speed, increases torque, and enables fine shaft positioning (which is why servos achieve precise angular control without external reduction hardware).
Proportional control governs motor behavior throughout movement:
- When the shaft is far from the target → motor moves quickly
- As the shaft nears the target → motor decelerates
- At the target position → motor holds with minimal power
This graduated response prevents overshoot and reduces mechanical wear — a meaningful advantage in high-cycle applications where a simple on/off drive would accelerate component fatigue.
Closed-Loop Feedback and Correction
A sensor (encoder or potentiometer) continuously monitors actual shaft position and reports it back to the servo controller, which compares it against the commanded value. Any deviation, called an error, triggers an automatic power adjustment to correct it.
Without this feedback correction, motors drift under load, accumulate positioning errors, and lose accuracy over time. Closed-loop correction is what makes servo motors reliable in high-cycle, high-load industrial applications.
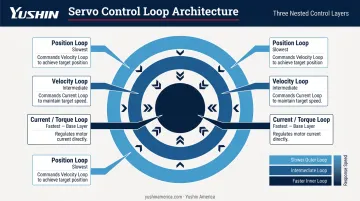
Sophisticated servo systems use three nested control loops, each commanding the one below it:
| Loop | Function |
|---|---|
| Current (Torque) Loop | Regulates motor current; fastest loop; base layer of control |
| Velocity Loop | Commands the current loop to maintain target speed |
| Position Loop | Commands the velocity loop to achieve target position |
All three operate simultaneously in real time. The result is smooth, accurate motion that holds up under variable loads.
Output and Result
The servo motor ultimately produces controlled, repeatable mechanical motion — typically a shaft rotating to a precise angular position, or linear movement in linear servo configurations. This output integrates directly into downstream mechanical systems, robotic arms, or actuated machinery.
Output quality directly determines production repeatability: extraction consistency in an injection molding take-out robot, part placement accuracy in a robotic arm, or positioning fidelity in any actuated downstream system.
Types of Servo Motors
AC Servo Motors
AC servo motors are built to handle high current surges and sustained torque demands. They're the standard for demanding industrial environments — CNC machining, conveyor systems, injection molding automation — where resistance to power fluctuations and long service life are essential. Most industrial AC servos are brushless, which eliminates the maintenance burden of brush replacement.
Yushin America's full lineup of take-out robots — from the compact YD-0310 Servo Picker to the flagship FRA Series — runs on AC servo motors across all motion axes. This consistency reflects the motor type's suitability for the high-cycle, variable-load demands of injection molding automation.
DC Servo Motors
DC servo motors are simpler and lower-cost, suited for smaller applications and lower-power systems:
- Brushed DC servos — common in hobby and light-duty industrial applications; lower initial cost but require brush maintenance
- Brushless DC servos — longer service life with reduced maintenance; increasingly preferred for precision industrial and medical applications
Per Kollmorgen's motor comparison, AC permanent-magnet servo motors are the preferred choice for applications requiring precise position and speed control at scale.
Standard vs. Continuous-Rotation Servos
AC vs. DC describes a motor's power supply. This classification cuts differently — it's about what kind of motion the servo is designed to deliver:
- Standard (position-limited) servos — move within a fixed arc (commonly 180°) with positional feedback; used where reaching and holding a specific angle is the goal
- Continuous-rotation servos — function like a controlled gearmotor; the control signal sets direction and speed, not angle — and there's no positional feedback loop; suited for wheel drives and conveyor-style applications
Specifying a standard servo where continuous rotation is needed — or vice versa — is a straightforward way to introduce rework into a project. Nail down the motion requirement first, then choose the type.
Where Servo Motors Are Used in Industrial Operations
Servo motors appear anywhere in a production process that demands precise, repeatable motion: part pick-and-place, CNC tool path control, conveyor indexing, robotic arm articulation, and assembly line synchronization.
Where They Outperform Alternatives
Servo motors are particularly valuable in applications with:
- Variable loads, where the closed-loop system corrects for changes in real time without operator intervention
- High cycle rates that demand consistent accuracy across thousands of repetitions without accumulated positional drift
- Tight positional tolerances, where encoder feedback confirms the axis lands exactly where commanded on every move
This contrasts directly with stepper motors, which operate open-loop and can lose steps under load without the system knowing it — a significant risk in high-load automation cells.
Injection Molding Take-Out Robots
Injection molding is one of the most demanding servo applications in discrete manufacturing. Take-out robots must extract molded parts from the mold at precise positions, at high speed, on every cycle — without contact damage to the part or the tool.
Yushin America's servo-driven take-out robots illustrate what closed-loop control enables in practice:
- The YD-0310 Servo Picker uses full 3-axis AC servo motion (X traverse, Y kick, Z vertical) to achieve sub-one-second take-out times on small injection molding machines — a benchmark that pneumatic alternatives cannot reliably match
- The FRA Series scales to up to 8 total servo axes when paired with the optional NC Servo Wrist Unit, enabling complex part orientations, undercut extraction, and downstream equipment synchronization
- The HSA Super-High-Speed Series targets sub-5-second cycles with vibration-tuned beams and low-inertia arms, addressing the arm oscillation that causes positional error at peak operating speeds

Replacing pneumatic actuation with servo control on take-out robots eliminates the positional variability caused by air pressure fluctuations, seal wear, and temperature effects — problems that directly translate to part defects and cycle inconsistency in pneumatic systems.
Across Other Industries
The same closed-loop precision that drives injection molding automation extends across other demanding industries:
- Medical device robotics — where low vibration and consistent positioning are essential for validation and patient safety
- Packaging equipment — the Kollmorgen AKM2G-powered Packsize Ultra5 delivered 30% greater torque density and up to 600 custom-sized boxes per hour, illustrating what servo precision enables at production scale
- Aerospace control surfaces — where reliability under variable load is a safety requirement
- Automotive assembly — multi-axis synchronization across high-speed assembly operations
Across all of these, the common thread is closed-loop feedback: the motor doesn't just move, it confirms position and corrects continuously. That architecture is what makes servo systems viable where raw power alone falls short.
Conclusion
Servo motors work because of one core mechanism: continuous feedback. The command signal sets the target; the feedback device reports what's actually happening; and the controller closes the gap in real time. This self-correcting architecture is what makes servo motors reliable across millions of cycles in demanding industrial environments.
Understanding that mechanism — why closed-loop control matters — shapes better equipment decisions. Plant engineers and automation managers who grasp the three-loop architecture, the role of the feedback device, and the distinction between servo types are better positioned to select the right motor, configure appropriate specifications, and build systems that hold precision over long production runs.
For injection molding operations, that understanding connects directly to part quality, cycle efficiency, and uptime. The servo system moves the arm, confirms the position, and corrects any deviation before the next cycle begins. That's not a feature — it's the mechanism your production consistency depends on.
Frequently Asked Questions
How does a servo system work?
A servo system is a closed-loop control system with three elements: a motor, a feedback device (encoder or potentiometer), and control electronics. The electronics continuously compare actual output against the commanded value and correct any deviation in real time, and that continuous self-correction is the source of the system's precision.
Can you run a servo motor continuously?
Continuous-rotation servo motors are specifically designed for continuous operation, controlling direction and speed rather than angular position. Standard position-control servos are designed for intermittent operation within a fixed arc and should not be run continuously, as this can cause overheating and premature failure.
How do servos communicate?
Most positional servo motors receive commands via PWM signals, where pulse width encodes position or speed. Industrial servo drives typically communicate through pulse train inputs, analog voltage signals, or fieldbus protocols such as EtherCAT or CANopen, depending on the controller and application requirements.
How does a 3-phase servo motor work?
A 3-phase servo motor (typically a brushless AC servo) uses three staggered electrical phases to create a rotating magnetic field that drives the permanent-magnet rotor. The result is smooth torque output, high efficiency, and reliable performance under variable loads — well-suited for demanding industrial automation.
What is the difference between a servo motor and a stepper motor?
Stepper motors operate open-loop using discrete steps without positional feedback, making them simpler but vulnerable to missed steps under load. Servo motors use closed-loop feedback to continuously verify and correct position, delivering higher accuracy and consistent torque across a wider speed range.
What feedback devices are used in servo motors?
The most common feedback devices are incremental encoders, absolute encoders, resolvers, and Hall-effect sensors. Each option carries different trade-offs in resolution, accuracy, and environmental tolerance. Resolvers, for instance, are preferred in harsh industrial conditions where standard encoders risk contamination.