Key Takeaways
- The ENGEL duo 12000 US has been commissioned at a customer site with a clamping force of 110,000 kN — the world's largest injection molding machine
- Weighs 551 tonnes, spans 24 meters — installation rivals a small industrial construction project
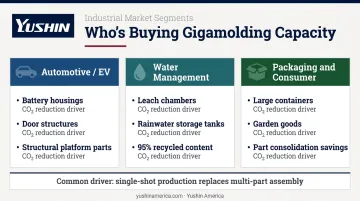
- Gigamolding demand is strongest in EV battery structures, water management, and large packaging — not just automotive
- At 122 kg+ part weights, purpose-built take-out automation is no longer optional
- Clamping force records jumped from ~8,200 US tons (2022) to 12,000+ US tons (2026) — and the pace keeps accelerating
The ENGEL duo 12000 US: A New World Record
ENGEL Austria announced in March 2026 that its duo 12000 US has been commissioned at a customer's site — operating in production, not sitting on a trade show floor. The machine carries a clamping force of 110,000 kN (approximately 12,364 US tons), surpassing every prior injection molding machine record.
The core design brief: produce injection-molded components with projected areas exceeding 2.5 m². That capability lets manufacturers replace multi-part assemblies with a single large-format component — cutting assembly labor, reducing supply chain complexity, and lowering a part's overall CO₂ footprint.
Target Applications
ENGEL's stated use cases focus heavily on the EV sector:
- Battery housings — single-shot molded structures replacing multi-part metal assemblies
- Hybrid inner door structures — large-format panels previously built from several stamped components
- Structural EV platform components requiring both lightweighting and tight dimensional consistency
Despite the enormous scale, the machine's injection compression molding capability holds dimensional tolerances to within a few hundredths of a millimeter. That precision-at-scale is what makes it viable for structural components that previously required metal.
That capability comes at a physical cost most facilities aren't built for.
Scale in Real Terms
To visualize what this machine actually represents:
- 24 meters long — about the length of two standard semi-trailers end to end
- 8.4 meters high — roughly three stories
- 551 tonnes total weight, with a maximum mold weight of 170 tonnes
- ~30 kilometers of installed cabling
- ~2.4 MW total installed power

The 2.4 MW power requirement alone typically demands a dedicated electrical infrastructure build-out. Before spec'ing the machine, the facility has to be ready for it.
Engineering a 551-Tonne Machine: Technical Design
Two-Platen Architecture
The duo 12000 US uses ENGEL's two-platen design — a deliberate choice at this tonnage class. Compared to three-platen configurations, two-platen machines deliver higher clamping force within a shorter overall footprint. When a machine already spans 24 meters, every meter saved matters.
ENGEL's own documentation confirms that two-platen designs provide "high clamping force on the smallest footprint,"a meaningful distinction when facility space determines whether you retrofit an existing building or construct a new one.
Dual Injection Units
Two parallel injection units — each with screw diameters up to 210 mm — enable a combined shot volume of up to 65,000 cm³ per unit. Running in parallel, they fill large projected areas more homogeneously than any single-unit machine could manage.
Uneven fill across a 2.5 m² part produces warpage and structural inconsistency that disqualifies the part for structural applications. At this scale, fill quality is an engineering constraint, not a secondary concern.
Tie-Bar Configuration
The customer for this machine specified an eight tie-bar configuration. Machines of this size are also achievable with four tie bars, according to ENGEL — a configuration difference that directly shapes mold access clearances, automation integration angles, and die-change logistics. Plants specifying future gigamolding equipment should factor tie-bar count into automation cell layout from the start, not as an afterthought.
Key configuration decisions at this scale:
- Tie-bar count determines mold accessibility and robot integration geometry
- Platen architecture (two- vs. three-platen) drives footprint and clamping efficiency tradeoffs
- Injection unit count governs fill homogeneity across large projected part areas
Infrastructure Requirements
The Infiltrator Water Technologies installation in Winchester, Kentucky — where ENGEL delivered two 8,000-ton machines in 2022 and 2023 — provides the clearest documented benchmark for what gigamolding-scale infrastructure looks like:
- 59,000 sq ft new building constructed to house the machines
- 150-ton overhead crane installed for mold movement and machine assembly
- 29 truckloads required for delivery
- The stationary platen alone weighed 257,941 lbs
- Assembly took approximately two months
The duo 12000 US's 2.4 MW power requirement and 551-tonne weight suggest facility planning at least equivalent to — likely exceeding — that Infiltrator benchmark.
A Brief History of Record-Breaking Machines
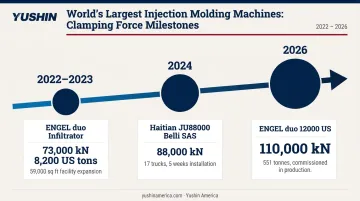
Clamping force records have compressed dramatically in a short time:
| Machine | Year | Clamping Force | Notable Detail |
|---|---|---|---|
| ENGEL duo / Infiltrator (×2) | 2022–2023 | ~73,000 kN (8,200 US tons) | 59,000 sq ft building expansion; 122 kg shot weight |
| Haitian Jupiter JU88000 / Belli SAS | 2024 | 88,000 kN | 17 trucks, 800 tonnes of components, 5 weeks installation |
| ENGEL duo 12000 US | 2026 | 110,000 kN | 551 tonnes; commissioned at customer site |
The Haitian JU88000 delivered to Belli SAS in France is worth examining closely. At 88,000 kN and 134,000 cm³ injection capacity, it was the largest machine shipped from China to Europe at the time — requiring custom sea freight, nine engineers, and five weeks of on-site reassembly. At that scale, a machine isn't a piece of equipment; it's a capital infrastructure project.
ENGEL has signaled that machines exceeding 12,000 US tons are feasible — with shot weights of several hundred kilograms and throughputs above 2 tonnes per hour. Given the pace of the last four years, the 2026 record is likely a waypoint, not a ceiling.
What's Driving Demand for Gigamolding
Automotive and Electrification
The strongest documented pull comes from EV platform design. According to Frost & Sullivan, the global automotive plastics market was valued at $31.29 billion in 2021 and is projected to reach $45.07 billion by 2028 — a 5.3% CAGR — driven substantially by CO₂ reduction requirements.
The connection to gigamolding is direct. ENGEL and SABIC have demonstrated a concept Volkswagen ID.4 battery enclosure tray that integrates 37 metal inserts, 5 fasteners, and molded-in cooling circuits into a single injection-molded component. Future enclosures in this program may reach 8 ft × 5 ft, with shot weights up to 75 kg and clamp forces up to 11,000 tons.
That specification is the application roadmap pushing machine size upward.
EU regulations add urgency: the 2030 target stands at 49.5 g CO₂/km for passenger cars, tightening from the current 93.6 g/km. Every kilogram removed from a vehicle reduces lifetime CO₂ emissions by approximately 20 kg. Injection-molded structural components — lighter than stamped steel equivalents — are a direct response.
Beyond Automotive
Automotive isn't the only sector writing large purchase orders for gigamolding capacity. Water management is an equally concrete demand driver. Infiltrator Water Technologies (a wholly owned subsidiary of ADS, which is the biggest plastic recycling company in North America) uses its two ENGEL 8,000-ton machines to produce large-format decentralized wastewater products. Most Infiltrator products contain 95% recycled material, processing approximately 75,000 tons of post-consumer and post-industrial thermoplastics annually.
Haitian's JU88000 for Belli SAS addresses a different segment: large rainwater storage tanks and containers for water management in low-rainfall regions. That machine also targets:
- Packaging and houseware products where single-shot molding replaces multi-part assembly
- Garden goods and large-volume containers with structurally simple geometries
- Applications where part consolidation reduces assembly cost at scale
The economic logic is consistent: once volume justifies the machine investment, single-shot production of a large component costs less per part than assembling the same shape from multiple smaller pieces — and that gap widens as part complexity increases.
Automation Challenges at Gigamolding Scale
When shot weights reach 122 kg — as they do on the Infiltrator machines — manual part removal is off the table, and the challenge extends well beyond weight alone.
Why Timing Precision Matters More at Scale
On a large machine with a heavy mold and long cycle, the take-out robot must enter the mold space within a precise window during the opening stroke. A mistimed entry on a part of this mass and size creates real risk:
- Mold damage — a 170-tonne mold closing on a mispositioned robot arm
- Part defects — distortion of a large, flexible part during an uncontrolled extraction
- Safety hazards — the kinetic energy involved at this scale is not comparable to standard-tonnage presses
Purpose-built take-out robots are better suited here than general-purpose six-axis industrial arms. Six-axis arms do have documented use in large automotive press cells — especially when insert handling, removal, and downstream work are bundled into a single cell. Even so, the extraction path, payload rating, and mold-access geometry of a Cartesian take-out robot are designed specifically for the linear extraction sequence injection molding requires.
Purpose-Built for Large-Format: Yushin's MKA-2000S and LA Series
Yushin America's MKA-2000S large take-out robot is designed for injection molding machines from approximately 800 to 3,000 tons. Its specifications reflect what large-part extraction actually demands:
- 30–80+ kg payload capacity (with EOAT included)
- Traverse beam adjustable to 5,000 mm
- Vertical stroke up to 3,000 mm via a 2-stage telescopic arm
- Reinforced base, oversized linear guides, and high-torque servos for sustained duty cycles
- Documented 17% reduction in take-out times compared to its predecessor

The LA Series covers the 600–1,500 ton range with 20–50 kg payload — a cost-effective option for plants not yet at the heaviest-duty tier.
Downstream Integration Can't Be an Afterthought
Large-format parts don't stop needing attention at ejection. The automation cell must handle:
- Gate-cut / trimming — inline with robot handoff
- Conveyor transfer to downstream stations
- Vision-guided inspection — Yushin's OB7 collaborative robot handles inspection tasks at operator-side stations without fixed safety fencing
- Part stacking organized for downstream handling
- Palletizing via Yushin's PA Series (PA-20 / PA-40) with recipe-driven patterns and lights-out capability
Plants that select a take-out robot in isolation — then retrofit downstream automation later — consistently face layout conflicts and cycle-time compromises. The automation cell design should begin at the same time as machine selection, not after press delivery.
Frequently Asked Questions
How big can an injection mold be?
Mold size is constrained by the machine's platen dimensions and clamping force. The ENGEL duo 12000 US supports molds weighing up to 170 tonnes, and current machines can accommodate projected areas exceeding 2.5 m². Mold weights approaching 200 tonnes are achievable on the largest presses now in operation.
What is the clamping force of the world's largest injection molding machine?
As of 2026, the ENGEL duo 12000 US holds the record with a clamping force of 110,000 kN (approximately 12,364 US tons). The previous record was 88,000 kN, set by the Haitian Jupiter JU88000 delivered to Belli SAS in France.
What is a two-platen injection molding machine and why is it used for large machines?
A two-platen machine uses only a stationary platen and a moving platen, versus the three-platen design's additional rear platen. The result is a shorter, more compact machine relative to its clamping force — a meaningful advantage when the machine already spans 24 meters and floor space drives facility cost.
What industries use large-tonnage injection molding machines?
Primary sectors include automotive (structural components, battery housings), water management (leach chambers, rainwater storage tanks), large-format packaging, garden and home goods, and agricultural infrastructure. Demand comes from anywhere single-shot production can replace multi-part assembly at scale.
How are giant injection molding machines transported and installed?
Machines are fully assembled and factory-tested, then disassembled for shipping — requiring 17 to 29 truckloads depending on the model. Sea freight, barge transport for the heaviest components, and several weeks of on-site reassembly are standard. Facility construction typically runs in parallel with delivery.
Why does automation become more important as injection molding machines get larger?
Once part weights exceed 50–100 kg, manual handling becomes impractical and unsafe. Purpose-built take-out robots protect cycle times, prevent mold damage from mistimed extraction, and keep downstream operations (trimming, inspection, palletizing) running as a continuous flow.