
The pressure to automate this step has become hard to ignore. The BLS reports 438,000 open manufacturing jobs as of February 2026, and the Deloitte/Manufacturing Institute projects up to 1.9 million manufacturing positions could go unfilled through 2033. Plastics processors are caught directly in this squeeze — and take-out robots are one of the clearest paths forward.
This guide covers how these robots work, the types available, the measurable benefits, and what to look for when selecting one for your facility.
Key Takeaways
- Take-out robots extract molded parts from injection molding machines immediately after each cycle — a task that's dangerous and time-critical
- Programmable servo or pneumatic axes grip and transfer parts to conveyors, cooling stations, or palletizers
- Automating part removal reduces scrap, shortens cycle times, and enables 24/7 lights-out production
- Match axis configuration, payload, speed, and integration capability to your specific press and part geometry
- Choose a supplier with local service, stocked parts, and application engineering support to reduce deployment risk
What Are Take-Out Robots in Manufacturing?
An industrial take-out robot — also called a sprue picker or part-removal robot — is an automation device mounted directly to an injection molding machine. After each shot, it reaches inside the mold area, extracts the molded part and/or runner, and places it on a conveyor, cooling fixture, or secondary station.
This is not the same technology as food-delivery robots or sidewalk autonomous vehicles, which also carry the "take-out robot" label online. The two are unrelated.
A Brief History
Before these robots existed, workers manually removed hot, sometimes sharp plastic parts from open molds at rapid cycle rates — a process prone to injury, inconsistency, and fatigue. Automated part takeout originated in Japan in the late 1960s. Sailor Pen Co. pioneered the technology in 1967, and the RX-0 pneumatic swing-type robot entered commercial sale in 1969. U.S. molders began adopting automated parts handling in the early 1970s, gaining broader visibility at NPE 1973.
Yushin sold its first take-out robot in 1978 and has spent the decades since shaping the category — from early servo control through today's touchscreen interfaces and IoT-connected systems across 13 subsidiaries worldwide.
Why Take-Out Robots Differ from General Industrial Arms
Take-out robots are not six-axis articulated robots. They're purpose-built Cartesian (linear-axis) machines, optimized for three demands:
- Complete extraction within the mold-open window (speed is non-negotiable)
- Execute the identical path every cycle with no deviation (repeatability)
- Fit inside the machine's safety gate on a platen-mounted footprint (spatial efficiency)
The broader injection molding machine market those robots serve is growing: valued at $11.98 billion in 2024 and projected to reach $14.78 billion by 2030, it's a market where take-out robots have moved from optional add-on to standard equipment.
How Do Take-Out Robots Work?
The Operating Cycle
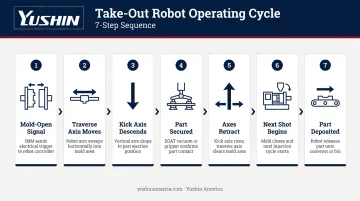
Every take-out robot follows the same fundamental sequence after each injection shot:
- Mold-open signal — the injection molding machine signals that the mold has opened
- Traverse axis moves — the robot arm traverses horizontally into position over the mold
- Kick axis descends — the vertical axis drops the end-of-arm tooling (EOAT) into the mold cavity
- Part secured — vacuum cups or mechanical grippers grip the part
- Axes retract — the robot exits the mold area with the part
- Next shot begins — the machine receives a "mold area clear" signal and starts the next injection cycle
- Part deposited — the robot places the part at a conveyor, cooling station, or transfer point
That handshake between robot and machine — where the robot signals it has cleared the mold before the press closes — is safety-critical. Standards like EUROMAP 67 define the electrical interface between injection molding machines and handling devices, including dual-channel safety signaling for mold-close permission. Commissioning teams must validate this interface during installation.
Servo vs. Pneumatic Drives
| Drive Type | Strengths | Trade-offs |
|---|---|---|
| Pneumatic | Low cost, simple, fast for short strokes | Fixed motion profiles, less flexible |
| Servo | Programmable speed and position, handles complex geometries | Higher upfront cost |
Per Festo's analysis, electric drives outperform pneumatics for long strokes and short holding times, while pneumatics can be efficient for short strokes with high end-position force. The right choice depends on your specific motion profile and cycle demands.
Modern high-performance robots increasingly use all-servo configurations for precision and programmability across complex, multi-cavity applications. That drive configuration sets the motion envelope — but what actually contacts the part is equally consequential.
End-of-Arm Tooling (EOAT)
EOAT is the robot's "hand" and the most application-specific element of the entire system.
- Vacuum cups — for flat or smooth part surfaces
- Mechanical fingers/clamps — for complex geometries or heavy parts
- Double-wing configurations — for simultaneously placing labels and extracting parts in IML applications
Lightweight EOAT design matters beyond just grip. Yushin's engineering data shows that reducing tooling mass by up to 40% can deliver cycle time reductions of up to 10% — a meaningful gain in high-volume production.
Safety Architecture
Yushin robots incorporate redundant safety circuits as a baseline standard: CE-compliant safety circuits, light curtain inputs, emergency stop chains, and dual-channel safety relays.
OSHA identifies crushing and amputation hazards when hands or limbs enter mold areas. ANSI/PLASTICS B151.27-2021 specifically covers safety requirements for robot systems operating within the mold area guarding volume of an injection molding machine.
Types of Take-Out Robots for Injection Molding
Sprue Pickers — Entry-Level Automation
Sprue pickers are the starting point for most automation projects. They extract the sprue and runner from the mold, nothing more — but they eliminate one of the most common manual handling tasks in a molding facility.
Yushin's sprue picker lineup spans three tiers:
- HOP Five — pneumatic swing-type, ideal for 30–250 ton presses, sub-1 kg payload; lowest cost, minimal moving parts, fast deployment
- N-HOP — adds a single servo axis to the swing motion, enabling programmable deceleration and more precise drop placement; suited for cells that have outgrown fixed pneumatic motion
- YD-0310 Servo Picker — a full 3-axis servo robot with sub-one-second take-out time; handles both parts and runners on presses up to 150 tons; bridges the gap between a dedicated sprue picker and a full take-out robot
Top-Entry Traverse Robots — The Workhorse Category
Cartesian traverse robots are the most widely used configuration in injection molding automation. They traverse horizontally into the mold from above the platen, supporting the widest range of press sizes and part geometries.
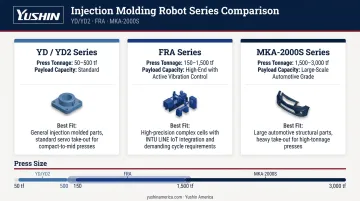
Yushin's YD/YD2 Series covers 50–850 ton presses with 3-axis AC servo motion (X traverse, Y kick, Z vertical) and payloads of 5–15 kg. It's the standard choice for general-purpose consumer plastics, automotive trim, closures, and electrical housings.
For more demanding cycles, Yushin offers:
- HST Series — high-speed take-out for fast-cycle packaging
- HSA Series — super-high-speed for highest-cavitation packaging programs
- RC-SE — high-end model with double-wing EOAT capability for simultaneous label-place and part-extract in IML cells
- FRA Series — flagship model with Active Vibration Control, INTU LINE IoT, and up to 8 axes for the most complex downstream integration
- CT / CT2 Series — clamp-end traverse robots for space-constrained cells and retrofit installations where overhead clearance limits standard top-entry access
- MKA-2000S / LA Series — large robots for 800–3,000 ton presses, handling automotive bumper fascias, appliance panels, and industrial containers at 30–80+ kg payload

Side-Entry Robots — IML and Specialty Applications
Side-entry robots access the mold horizontally from the side rather than from above — essential for in-mold labeling (IML), thin-wall packaging, and micromolding where top-entry geometry isn't viable.
Yushin's side-entry lineup covers both IML/packaging and micromolding applications:
- SXB — mid-tier workhorse for standard IML and packaging cells
- TSXA — super-high-speed flagship for sub-3-second IML cycles on thin-wall dairy, deli, and food containers
- SXC / SXC-HS / SXC-HSY — super-high-speed side-entry robots built specifically for micromolding; suited for medical micro-components, electronics micro-connectors, and microfluidics requiring extreme precision at high cycle rates
- SX-41 — clean-room rated to ISO Class 6 with FDA-grade vacuum cups for medical, pharma, and optical molding applications
Vertical Press Robots — Insert Molding and Overmolding
Vertical-clamp injection molding machines require a different robot geometry. These presses are common in insert molding and overmolding, where components are loaded into an open mold before the clamp closes.
Yushin's vertical press lineup:
- V-HOP / V-HOP-II — vertical sprue pickers for runner removal on vertical-clamp presses; entry-level automation for insert molding cells
- SVR-C50 — full vertical-press take-out robot for automated part extraction and insert loading on vertical injection molding machines
Downstream Integration
Extracting the part is only the first step. A complete automation cell typically includes conveyor transfer, cooling stations, vision inspection, and end-of-line palletizing. Yushin's PA Series Compact Palletizing Robot (PA-20 at 20 kg payload, PA-40 at 40 kg payload and up to 420 boxes per hour) integrates directly with take-out robots to create a complete part-to-pallet cell — enabling lights-out operation from mold ejection to finished pallet without manual intervention.
For high-mix or low-volume cells where a fixed automation layout isn't practical, the OB7 collaborative robot provides flexible, reprogrammable handling without safety guarding — a viable option for custom molders running frequent changeovers.
Key Benefits of Automating with Take-Out Robots
Cycle Time and Productivity
A take-out robot completes extraction within the mold-open window — meaning the press runs at its engineered optimum. Manual removal introduces variability: operator speed varies shift to shift, fatigue sets in, and average cycle times stretch.
Yushin's FRA Series engineering benchmarks show cycle time reductions of up to 10% over predecessor designs, with take-out cycles specifically reduced by as much as 29% through topology-optimized moving components.
Consistency and Quality
Speed gains mean little if part quality suffers. Robots apply the same grip force, path, and placement every single cycle — which directly improves downstream yield:
- Eliminating part damage from inconsistent handling
- Reducing flash breakage and mis-drops
- Lowering downstream defect rates and scrap
Worker Safety
Consistent output also reduces the need for operators inside the mold zone. BLS data shows a 2.7 total recordable injury/illness case rate per 100 full-time manufacturing workers — and removing operators from repetitive mold-access tasks directly reduces exposure to the crushing and amputation hazards OSHA documents for horizontal injection molding machines. Plants that deploy take-out robots generally redeploy affected workers to quality inspection, mold setup, and maintenance roles rather than eliminating positions.
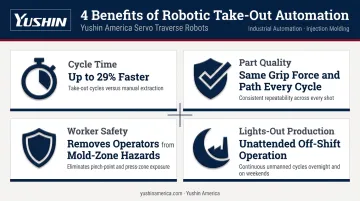
Lights-Out Production
With a take-out robot running, a press can operate unattended across off-shifts. Features that make this practical include:
- Fault detection that stops the machine before damage occurs
- Email alert modules like Yushin's YC Email Notification Module, which monitors up to 8 programmable fault conditions — take-out failures, E-stop, conveyor full, inserts empty — and pushes alerts to any device with no floor staff required
- INTU LINE IoT (FRA Series) for real-time remote monitoring of cycle times, uptime ratios, and error logs from any location
How to Choose the Right Take-Out Robot for Your Facility
Technical Matching Criteria
Before contacting any supplier, define these specifications:
- Platen size and tie-bar spacing — determines robot mounting width and traverse beam length
- Part weight and geometry — determines payload rating and EOAT design requirements
- Cycle time target — determines whether servo or pneumatic drive is appropriate, and which speed tier is needed
- Downstream requirements — simple conveyor drop, or a multi-step cell with vision, cooling, and palletizing?
For reference, Yushin's lineup maps directly to press size and payload demand:
| Series | Press Range | Payload | Best Fit |
|---|---|---|---|
| YD/YD2 | 50–850 ton | 5–15 kg | General-purpose applications |
| FRA | 400–1,500 ton | 10–30 kg | Complex high-value cells |
| MKA-2000S | 800–3,000 ton | 30–80+ kg | Large-part automotive and appliance programs |
Total Cost of Ownership vs. Purchase Price
Upfront price is not the right comparison metric. A3's ROI Robot System Value Calculator compares manual labor costs against robot ownership costs over a 20-year lifespan — worth using when building the internal business case.
TCO factors that matter beyond sticker price:
- Energy consumption (servo drive efficiency at your specific motion profile)
- Mean time between failures and spare parts availability
- Ease of reprogramming when molds change
- Supplier service response time
Integration and Support
Service infrastructure is itself a TCO factor — one that's easy to overlook until a press goes down at 2 a.m. on a Sunday. Yushin America, with over 50 years in plastics automation, headquarters in Cranston, RI, 24/7 phone support at (888) 70-ROBOT, and regional service technicians across North America, provides the kind of coverage that keeps unplanned downtime short.
Their INTU LINE IoT platform also enables Yushin's technical team to receive fault data remotely before a customer even makes a call — accelerating diagnosis and reducing downtime.
Frequently Asked Questions
How much do take-out robots cost?
Yushin, like most injection molding robot manufacturers, does not publish list prices — every quote is project-specific. Entry-level sprue pickers cost considerably less than full 3-axis servo traverse robots, which cost less than high-end multi-axis systems with IoT and vibration control. Budget the full project scope: EOAT, guarding, EUROMAP 67 interface work, installation, and commissioning.
How do take-out robots work?
The robot receives a mold-open signal, traverses into position, and drops its end-of-arm tooling into the mold cavity. It secures the part with vacuum or mechanical grippers, retracts, and signals the machine that the mold area is clear — all within the mold-open phase of the cycle.
Are there fully robotic restaurants that use take-out robots?
In food service, "take-out robot" typically refers to sidewalk delivery robots or robotic kitchen systems. In plastics manufacturing, the same term refers specifically to part-removal automation for injection molding machines. These are completely unrelated technologies that happen to share a name.
What is the difference between a take-out robot and a six-axis industrial robot?
Take-out robots are Cartesian (linear-axis) systems — X, Y, and Z axes — optimized for speed and repeatability within the tight spatial constraints of a molding machine's platen area. Six-axis robots offer greater rotational freedom for complex downstream tasks but are generally slower and more expensive for the core part-removal function.
Can take-out robots run lights-out operations?
Modern servo take-out robots with fault detection, safety interlocks, and remote notification — such as Yushin's email alert module — can support unattended production across off-shifts. The molding process itself must be stable, and downstream material handling needs to be automated for true lights-out operation.
What industries use take-out robots besides plastics?
While take-out robots are most closely associated with plastic injection molding, similar part-removal automation is used in die casting, rubber molding, and compression molding. Plastics injection molding remains the primary and most mature market for this technology.


