
When maintenance fails to keep pace, the consequences compound fast. A seized hydraulic pump doesn't just stop one machine — it scraps an entire production run, potentially damages molds, and can take out-of-arm tooling and take-out robots with it. Emergency repairs carry premium price tags: expedited parts, overtime labor, and lost output that can't be recovered.
This guide covers everything injection molding plant managers and maintenance teams need to know: what predictive maintenance is and how it works, the four types of maintenance approaches, warning signs to watch before failures escalate, and a practical maintenance schedule built around real OEM benchmarks.
Key Takeaways
- Predictive maintenance uses real-time sensor data and analytics to catch failures before they disrupt production
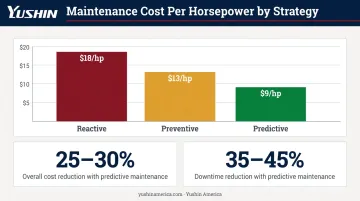
- Reactive maintenance costs roughly $18/hp/year versus $9/hp/year for predictive — a difference that compounds quickly across a multi-machine floor
- Warning signs span three categories: output deviations, abnormal sensor readings, and visible physical indicators
- Structured maintenance runs from daily visual checks through annual overhauls, scheduled by shot count and run hours
- Lights-out and high-volume operations require alert-based monitoring on top of scheduled checks
What Is Predictive Maintenance for Injection Molding Machines?
Predictive maintenance (PdM) is a condition-based approach that continuously monitors real-time machine parameters — barrel temperature, injection pressure, hydraulic oil condition, clamp force, cycle time, vibration — and uses data analytics to detect anomalies before they cause failure.
The distinction from traditional preventive maintenance is practical and financial: preventive maintenance runs on a calendar or shot-count schedule regardless of actual machine condition. PdM acts when the data says to act.
The Technology Stack
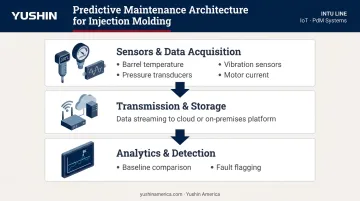
A complete PdM system for injection molding has three layers:
- Sensors and data acquisition — temperature sensors on barrel zones and hydraulic oil, pressure transducers on injection and hydraulic circuits, vibration sensors on the clamping unit, and cycle time / motor current monitoring
- Transmission and storage — IoT-connected sensors feed continuous data streams to cloud-based or on-premises monitoring platforms
- Analytics and detection — algorithms compare incoming readings against established baselines, flagging deviations that indicate developing faults
A 2022 study published in the Journal of Manufacturing Processes validated a data-driven predictive maintenance framework applied directly to injection molding cooling-system monitoring.
The Role of Remote Monitoring and Alerts
Real-time dashboards and automated notifications are what make PdM operationally useful, particularly for unmanned shifts. Yushin America's INTU LINE IoT service — included standard with every FRA Series take-out robot — illustrates this well. The system collects data from both the robot and the injection molding machine, transmitting it via cellular network to a cloud dashboard accessible from any smartphone or PC. Monitored parameters include:
- Cycle times and uptime ratios
- Error tallies and short stoppage logs
- Fault codes with automatic data sharing to Yushin's technical team
When an error occurs, INTU LINE automatically shares that fault data with Yushin's technical team, eliminating the need for operators to manually diagnose and explain what happened. A parallel capability exists for YC/YCII series robots running lights-out shifts. Yushin's YC Email Notification Module sends automated email alerts when alarms trigger during unattended production, covering:
- Take-out failures and part release errors
- Downstream conveyor faults
- E-stop events
Types of Maintenance for Injection Molding Machines
No single maintenance approach fits every component or every plant. The right strategy depends on component criticality, operational intensity, and tolerance for downtime. Most injection molding operations benefit from combining all four types.
Reactive (Corrective) Maintenance
Reactive maintenance addresses failures after they occur — replacing a seized hydraulic pump, fixing a broken ejector pin, or resolving a temperature controller fault mid-run.
The cost differential is significant. According to the U.S. Department of Energy's Operations and Maintenance Best Practices Guide, reactive maintenance runs approximately $18/hp/year compared to $13/hp/year for preventive and $9/hp/year for predictive. Beyond the direct cost gap, reactive repairs carry additional burdens: expedited parts sourcing, overtime labor, and production output that cannot be recovered.
That cost gap widens further when secondary damage enters the picture. A degraded hydraulic seal that fails mid-cycle can contaminate oil and take out downstream components — turning a single-point failure into a multi-part repair.
Preventive (Scheduled) Maintenance
Time-based preventive maintenance performs lubrication, filter changes, inspections, and component replacements at fixed intervals — every 500 cycles, monthly, semi-annually — regardless of actual machine condition.
This reduces surprise failures but introduces two inefficiencies:
- Parts get replaced before they're worn out
- Failures that develop between scheduled intervals go undetected
ARBURG's published PM program covers more than 200 inspection points at intervals of 2,500 hours or 6 months, 5,000 hours or 12 months, and 10,000 hours or 24 months — a useful baseline for machines without condition-monitoring capability.
Predictive (Condition-Based) Maintenance
Predictive maintenance performs intervention only when sensor readings or performance trends indicate a component is approaching its failure threshold. For injection molding machines, the key monitored parameters include:
- Barrel temperature uniformity — zone-by-zone heater power consumption and deviation
- Injection pressure consistency — deviations during fill and hold phases
- Hydraulic oil temperature — sustained temperatures above 125°F increase seal leak risk; pump-case temperatures of 130–145°F can cause pump failure
- Clamp force stability — tracked with high-frequency strain measurement up to 1,000 readings/second
- Cycle time variation — trending increases signal upstream mechanical or thermal degradation
- Screw and barrel wear — ENGEL's e-connect.monitor measures barrier-screw wear in 15 minutes without machine shutdown
The DOE benchmark shows predictive maintenance delivers an additional 8% to 12% cost savings over preventive maintenance, and can reduce overall maintenance costs 25% to 30% while reducing downtime 35% to 45%.
Major Overhaul / Shutdown Maintenance
Planned overhauls are deep-service events triggered by hour or shot-count milestones. They cover full hydraulic system inspection, screw and barrel assessment, tie-bar elongation measurement, mold maintenance, and electrical system checks.
Overhauls complement ongoing predictive monitoring by addressing wear that accumulates below sensor detection thresholds. They also provide the opportunity to physically reset condition-monitoring baselines — something continuous data collection alone cannot do.
Warning Signs Your Injection Molding Machine Needs Maintenance
Performance and Output Deviations
Production-level warning signs are often the first thing operators notice:
- Cycle times trending above established baseline without process parameter changes
- Rising scrap or reject rates — shot weight variation, dimensional drift, or cosmetic defects
- Difficulty maintaining hold pressure or fill speed at programmed setpoints
- Inconsistent part weight across cavities in multi-cavity tools
These output deviations typically point to upstream mechanical or thermal degradation: a worn check ring losing sealing efficiency, declining heater band output, or hydraulic flow variation affecting injection velocity consistency.
Abnormal Sensor Readings and Machine Behavior
Data-level warning signs caught by condition-monitoring systems:
- Unexpected temperature spikes in barrel zones or hydraulic oil circuits
- Pressure deviations during injection or hold phases outside normal variance bands
- Abnormal motor current draw on hydraulic pump or servo drives
- Fluctuating clamp force readings across shots
Behavioral indicators to watch during operation:
- Grinding, knocking, or hissing sounds from the injection unit or clamping mechanism
- Visible vibration in the injection carriage or clamp platen
- Sluggish or inconsistent axis movement in the take-out robot or automation system
For Yushin FRA Series robots, INTU LINE tracks cycle time trends and short stoppage frequency — metrics that reveal robot-side degradation patterns before they result in extended downtime. Yushin's built-in Predictive Maintenance System, available across multiple robot series, continuously logs troubleshooting data and alerts operators via the controller's flowchart screen when potential symptoms appear.
Visible Wear, Leaks, and Physical Indicators
While sensor data catches degradation early, physical inspection confirms what's already progressed. These indicators typically appear later in the failure cycle:
- Hydraulic fluid discoloration or leaks at cylinder seals — 70% to 90% of hydraulic component damage in injection molding machines stems directly from contamination, making oil condition a critical maintenance indicator
- Wear on tie-bar surfaces or bushings
- Scorch marks near electrical components or control cabinet
- Corrosion or scale buildup on cooling channel connections
- Wear at nozzle tip or check ring — screw replacement is typically indicated when flight clearance reaches four times original tolerance
Oil analysis catches most of these issues before physical signs emerge, leaving time to act before secondary damage compounds the repair scope.
Recurring Micro-Failures and Unplanned Stoppages
Small, self-resolving events deserve systematic attention. Alarms that reset without intervention, pressure fluctuations that require manual correction, or intermittent robot positioning errors are not isolated incidents. They are patterns.
INTU LINE's short stoppage log is specifically designed for this. Before IoT monitoring, Yushin notes that short stoppage frequency and duration "was difficult to grasp." Tracking these events over time reveals acceleration trends that precede major failures — patterns that fixed-interval maintenance schedules are not designed to catch.
Injection Molding Machine Maintenance Schedule
Maintenance frequency depends on machine utilization, material type, age, and production intensity. Automotive high-cavitation tooling running 24/7 warrants shorter intervals than intermittent-use specialty molding. The schedule below reflects a solid baseline; compress intervals for continuous operations.
| Frequency | Tasks |
|---|---|
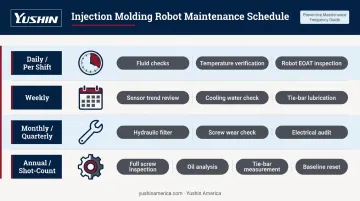
| Daily / Per Shift | Inspect hydraulic fluid level and condition; check for leaks or unusual noise; verify barrel temperature zone readings; inspect take-out robot EOAT for wear or misalignment; confirm lubrication on moving components |
| Weekly | Review sensor trend data for baseline deviations; inspect cooling water flow and temperature differential; check ejector system function; lubricate tie-bar bushings; verify clamp force calibration |
| Monthly / Quarterly | Hydraulic filter inspection and replacement as needed; check screw and barrel wear indicators; inspect electrical connections and control panel; audit injection and back pressure calibration; review maintenance logs for emerging patterns |
| Annual / Shot-Count-Based | Full screw and barrel inspection for wear; hydraulic oil analysis and system flush if indicated; tie-bar elongation measurement; complete mold maintenance assessment; update predictive model baselines in condition-monitoring software |
Lower-utilization machines may be able to extend certain intervals — but let sensor trend data drive that call, not assumed run hours. When condition monitoring shows stable baselines, the data justifies the adjustment.
Frequently Asked Questions
What is predictive maintenance for injection molding machines?
Predictive maintenance is a condition-based approach that uses real-time sensor data and analytics to identify signs of impending machine failure before it disrupts production. Unlike time-based preventive maintenance, it triggers action based on actual machine health — not calendar intervals.
How is predictive maintenance for injection molding performed?
Sensors monitor parameters like barrel temperature, injection pressure, hydraulic oil condition, and cycle time. Software algorithms analyze incoming data against established baselines, and maintenance alerts trigger when readings deviate beyond acceptable thresholds — prompting targeted intervention before failure occurs.
What are the three main types of maintenance?
Reactive maintenance fixes failures after they occur. Preventive maintenance performs service at fixed time or cycle intervals. Predictive maintenance acts when condition data indicates a component is nearing failure. Most injection molding plants use all three in combination, with predictive monitoring reducing reliance on reactive repairs.
What sensors are used for predictive maintenance on injection molding machines?
Common sensor types include temperature sensors on barrel zones and hydraulic oil, pressure transducers on injection and hydraulic circuits, vibration sensors on the clamping unit or hydraulic pump, and cycle time / motor current monitoring — all feeding data into condition-monitoring software.
What are the benefits of predictive maintenance over preventive maintenance?
Predictive maintenance reduces unnecessary part replacements and labor since intervention happens only when data warrants it. It also catches failures that develop between fixed-interval schedules. The result: lower total maintenance cost, better machine availability, and fewer surprise production stoppages.
How often should injection molding machines be serviced?
Daily visual checks, weekly data reviews, monthly inspections, and annual overhauls form a sound baseline. High-volume or 24/7 operations should compress those intervals — particularly for hydraulic oil condition and sensor calibration — with condition-monitoring data driving any further adjustments.


